The major 3D printing technologies — SLA (stereolithography), SLS (selective laser sintering), FDM (fused deposition modeling), MJF (multi jet fusion), and SLM (selective laser melting) — produce parts with different materials, tolerances, surface finishes, and cost profiles. SLA wins on detail and surface finish (Ra 0.2–1.6 µm); MJF wins on production-grade nylon parts; FDM wins on cost; SLS produces strong functional nylon parts; SLM produces metal parts. Choose by application: visual prototype → SLA, functional prototype → SLS or MJF, low-cost prototype → FDM, metal part → SLM.
3D Printing Technologies at a Glance
| Technology | Material Type | Tolerance | Surface Finish (Ra) | Cost vs Volume | Best For |
|---|---|---|---|---|---|
| SLA (Stereolithography) | Photopolymer resin | ±0.05 mm | 0.2–1.6 µm (smooth) | $$$ | Visual prototypes, jewelry, dental |
| SLS (Selective Laser Sintering) | Nylon (PA12, PA11) | ±0.15 mm | 3.2–6.3 µm (slightly grainy) | $$$ | Functional prototypes, end-use nylon |
| FDM (Fused Deposition Modeling) | Thermoplastic filament | ±0.20 mm | 6.3–12.5 µm (visible layers) | $ | Concept models, low-cost prototypes |
| MJF (Multi Jet Fusion) | Nylon (PA12, TPU) | ±0.15 mm | 3.2–6.3 µm | $$ | Production nylon, mid-volume runs |
| SLM (Selective Laser Melting) | Metal powder (Al, Ti, SS, Inconel) | ±0.10 mm | 6.3–12.5 µm as-printed | $$$$$ | Metal prototypes, complex geometries |
| DMLS (Direct Metal Laser Sintering) | Metal powder | ±0.10 mm | 6.3–12.5 µm as-printed | $$$$$ | Aerospace, medical metal |
How Each Technology Actually Works
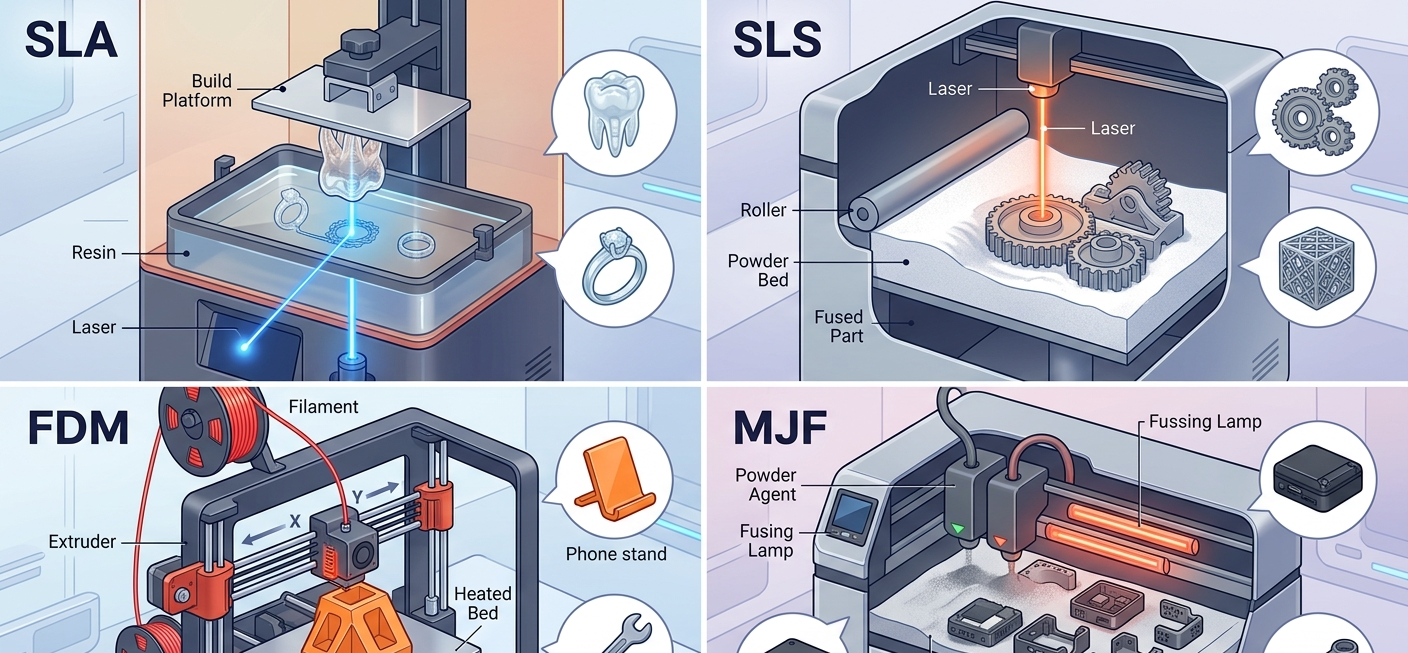
SLA (Stereolithography)
SLA uses a UV laser to selectively cure liquid photopolymer resin layer-by-layer in a vat. The build platform descends incrementally as each layer cures. Layer thickness typically 25–100 µm. Modern SLA machines (Formlabs Form 4, 3D Systems ProJet 7000) hit ±0.05 mm tolerance with surface finishes that rival injection-molded parts directly off the printer.
Material range covers tough resins (similar to ABS), flexible resins (TPE-like), high-temperature resins (heat resistant to 240 °C), castable resins (jewelry pattern-making), and biocompatible resins (Class IIa medical applications). The trade-off is mechanical performance — SLA parts are typically more brittle than thermoplastic-printed equivalents and degrade in UV exposure unless post-cured properly.
SLS (Selective Laser Sintering)
SLS uses a CO2 laser to fuse nylon powder layer-by-layer in a heated build chamber (typically 170–180 °C for PA12). The unsintered powder around the part acts as natural support, eliminating the need for printed support structures. Layer thickness 80–120 µm typical.
Material range is narrower than SLA — primarily PA12 (nylon 12), PA11 (more flexible nylon), glass-filled PA12 (PA-GF), and aluminum-filled PA (PA-AL). The mechanical properties are excellent: PA12 SLS parts hit 48 MPa tensile strength, 38% elongation, and isotropic properties (similar in all directions), making SLS the go-to for functional prototypes and bridge production. SLS parts have a slightly grainy surface but accept dyeing, painting, and vapor smoothing well.
FDM (Fused Deposition Modeling)
FDM extrudes molten thermoplastic filament through a heated nozzle, building the part layer-by-layer. Layer thickness typically 100–300 µm. The most accessible 3D printing technology — desktop FDM machines (Bambu Lab, Prusa, Creality) cost $300–$2,000, and industrial FDM (Stratasys F-series, Markforged X-series) runs $30,000–$120,000.
Material range is broad: PLA (easy, cheap), ABS (tougher, post-process with acetone for smoother finish), PETG (impact resistant), nylon (strong but moisture-sensitive), polycarbonate (heat resistant, $80–$140/kg), and reinforced filaments (carbon-fiber-filled, glass-fiber-filled). FDM parts have visible layer lines (Ra 6.3–12.5 µm) and are weakest along the layer-build (Z) axis — the part is anisotropic by nature.
MJF (Multi Jet Fusion)
MJF uses HP’s proprietary technology that deposits a fusing agent and a detailing agent on a powder bed, then heats the entire bed with infrared lamps. Where the fusing agent is, the powder fuses; the detailing agent prevents fusing at part edges for sharp detail. Layer thickness 80 µm typical.
Material range similar to SLS — PA12, PA11, TPU (flexible thermoplastic polyurethane), and glass-filled PA12. Mechanical properties match or slightly exceed SLS at faster build speeds, making MJF the production-grade alternative to SLS for runs of 100–10,000+ identical parts. HP’s nominal build speed advantage versus SLS is 5–10x for equivalent parts.
SLM and DMLS (Selective Laser Melting / Direct Metal Laser Sintering)
SLM and DMLS are largely identical processes — a fiber laser fuses metal powder layer-by-layer in an inert (argon) build chamber. Layer thickness 20–60 µm. The terminology distinction is mostly historical; both produce fully dense metal parts at the same quality level.
Material range covers stainless steels (316L, 17-4 PH), aluminum alloys (AlSi10Mg), titanium (Ti-6Al-4V grade 23), Inconel (718, 625), tool steels (H13, MS1), and cobalt-chrome. Parts are 99.5%+ dense, with mechanical properties approaching wrought equivalents after appropriate heat treatment. As-printed surface finish is rough (Ra 6.3–12.5 µm), and most metal-printed parts undergo CNC finishing on critical features. SLM is the only 3D printing technology approved for aerospace flight-critical metal components and FDA Class III medical implants.
When SLA Is the Right Choice
Use SLA when:
- Visual prototype quality matters — SLA produces injection-mold-quality finish directly off the printer.
- Fine detail features required — features below 0.5 mm reproduce reliably.
- Optical or transparent parts needed — SLA clear resins work well for light-pipe prototypes and lens master patterns.
- Investment casting patterns — castable SLA resin burns out cleanly for jewelry and small-batch metal casting.
- Dental and small biocompatible parts — SLA is the dominant technology for dental aligners, surgical guides, and removable orthodontic appliances.
When SLS or MJF Is the Right Choice
Use SLS or MJF when:
- Functional mechanical prototypes needed — parts must survive real loading without breaking.
- Complex geometry with internal channels — both technologies don’t require support structures, enabling internal complexity.
- Production-grade parts at low-to-mid volume — MJF specifically targets production runs from 50 to 10,000 units.
- End-use nylon parts — drone propellers, industrial brackets, robotic gripper jaws, sports equipment.
Choose MJF over SLS specifically when:
- Production volume above 100 units — MJF’s speed advantage compounds at quantity.
- Tighter dimensional consistency required — MJF’s process control is slightly tighter than SLS.
- Black surface preference — MJF parts come out matte black naturally; SLS comes out off-white.
When FDM Is the Right Choice
Use FDM when:
- Cost is the primary constraint — FDM parts run $5–$25 versus $25–$80 for equivalent SLA or SLS.
- Concept models for design review — surface finish doesn’t need to be perfect.
- Large parts above 300 mm — FDM has the largest build volumes among consumer-grade options.
- In-house prototyping where same-day turn matters — desktop FDM can produce a part in 2–8 hours.
- Specialty filament needs — carbon-fiber-reinforced or high-temperature polymers like PEEK and PEI.
When SLM or DMLS Is the Right Choice
Use SLM/DMLS when:
- Metal part required — no alternative additive process produces fully-dense metal.
- Complex internal geometry that’s impossible to CNC machine — internal cooling channels, lattice structures, topology-optimized brackets.
- Aerospace or medical applications requiring full traceability — SLM is the only flight-approved metal 3D printing process.
- Low-volume metal parts (1–500 units) where CNC tooling cost is unjustifiable — SLM has no tooling cost.
- Parts that combine printed and machined features — print the complex geometry, machine the critical surfaces.
Cost Reality Across Technologies
For a representative bracket — 80 × 60 × 40 mm with internal pocket and 4 mounting features:
- FDM in PLA: $8–$15 per part, 3-day lead time.
- FDM in nylon: $14–$28 per part, 5-day lead time.
- SLA in standard resin: $24–$45 per part, 4-day lead time.
- SLA in tough resin: $32–$58 per part, 4-day lead time.
- SLS in PA12: $38–$68 per part, 5-day lead time.
- MJF in PA12: $32–$58 per part, 5-day lead time.
- SLM in 316L stainless: $185–$310 per part, 7–14 day lead time.
- SLM in Ti-6Al-4V: $385–$680 per part, 10–18 day lead time.
Volume changes the picture significantly. At quantity 500, MJF holds at $18–$28 per part while SLA, SLS, and SLM scale relatively flatly because there’s no tooling amortization advantage.
Frequently Asked Questions
Which 3D printing technology has the best surface finish?
SLA, by a substantial margin. Direct-off-the-printer surface finish runs Ra 0.2–1.6 µm — comparable to a polished injection-molded part. The trade-off is that SLA materials are typically more brittle than SLS or MJF nylons, so the great surface finish comes at some mechanical performance cost.
Which technology produces the strongest parts?
SLM (metal) by absolute strength. For polymer parts, SLS and MJF nylons hit 48 MPa tensile strength and 38% elongation — better than most FDM and SLA materials. Glass-filled SLS PA12 (PA-GF) approaches 60 MPa tensile, the strongest commercially available polymer 3D printing material.
Can I 3D print injection mold tools?
Yes for prototype tools at low shot counts. SLA tools (using high-temperature resin) survive 50–500 shots of injection molding for prototype validation. SLM-printed metal tools (P20 or H13 alloy) survive 5,000–25,000 shots and are sometimes used as bridge tooling. For production tooling, conventional CNC-machined steel still wins on cost-per-shot above 5,000-shot programs.
How tight a tolerance can 3D printing hit?
SLA holds ±0.05 mm reliably on parts under 100 mm. SLS and MJF hold ±0.15 mm. SLM holds ±0.10 mm as-printed, ±0.025 mm after post-print CNC machining of critical features. FDM holds ±0.20 mm. For tighter tolerance work, secondary CNC machining is the standard approach — print the complex geometry, machine the critical features.
Are 3D printed parts safe for medical use?
Yes, with the right materials and validation. SLA biocompatible resins (Formlabs BioMed series, 3D Systems VisiJet) hold ISO 10993-5 cytotoxicity certification for short-term tissue contact. SLS and MJF PA12 materials are approved for short-term medical contact. SLM Ti-6Al-4V is FDA-approved for Class III implantables. Each application requires its own validation; printer-and-material certification doesn’t transfer automatically.
What 3D printing technologies does Xinyang offer?
Xinyang operates SLA (Form 4 BL and ProJet 7000), SLS (EOS P 396 and HP Multi Jet Fusion 5210), FDM (Stratasys F900 and Bambu Lab production cells), and SLM (EOS M 290 metal printers covering aluminum, stainless, titanium, and Inconel). Standard lead time is 5–10 days door-to-door for prototype quantities; production runs of 100–10,000 units typically ship in 12–22 days.
Conclusion
3D printing isn’t one technology — it’s a family of technologies, each tuned for different use cases. SLA wins on detail and finish for visual prototypes and dental work. SLS and MJF win on functional nylon parts at low-to-mid volume. FDM wins on cost and same-day turn for concept models. SLM wins when the application requires metal. Choosing the right technology for the part is the single biggest cost and quality lever in 3D printing — far more impactful than picking between two service vendors using the same technology.


