Skip to content
Skip to content 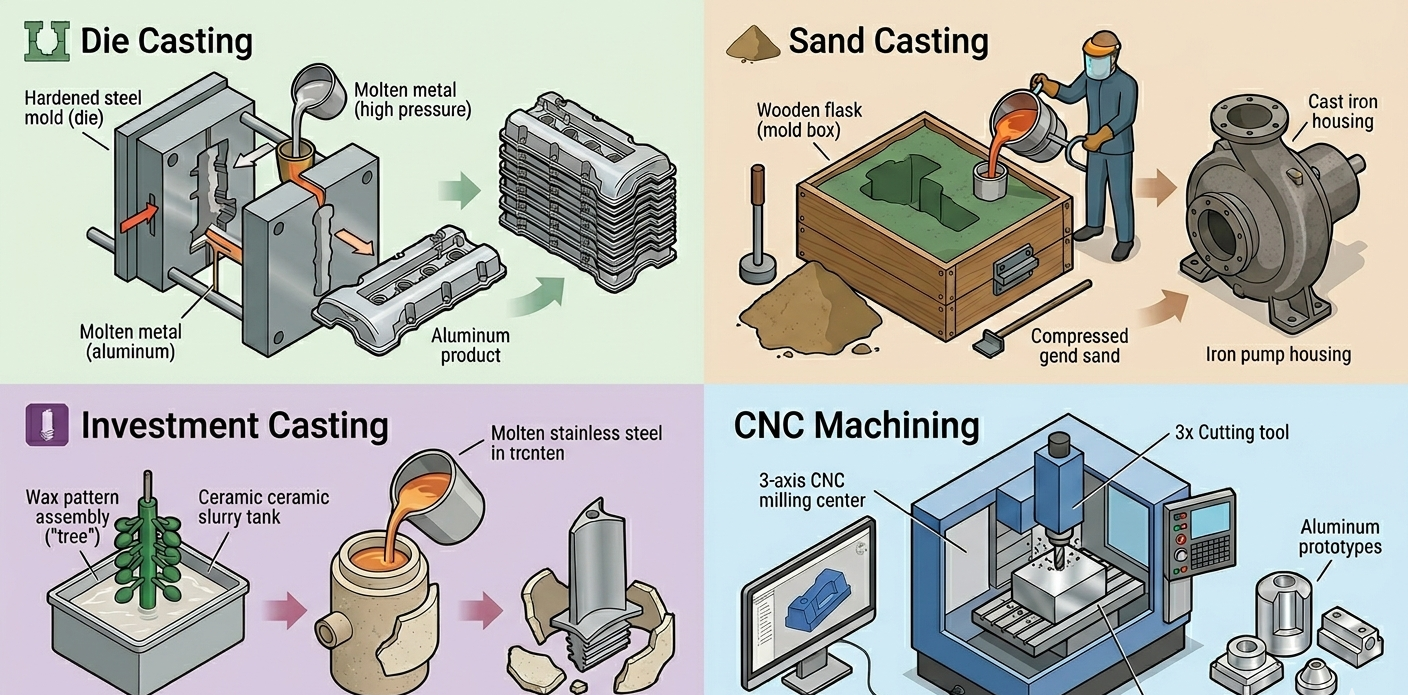
Selecting between casting and machining for metal parts is a common but high-stakes decision. The wrong process can double your unit cost, miss tolerances, or leave you waiting weeks for tooling that didn’t need to exist. Each casting method — die, sand, investment — and CNC machining have distinct sweet spots based on volume, tolerance, geometry, and material.
This guide compares the four most common metal manufacturing processes for U.S. customers in 2026, mapping each to its best use case with hard numbers on tooling, lead time, surface finish, and per-part cost.
Side-by-Side Comparison
| Attribute | Die Casting | Sand Casting | Investment Casting | CNC Machining |
|---|---|---|---|---|
| Tooling cost | $30K–$200K+ | $500–$5K | $2K–$15K | $0 |
| Per-part cost | Lowest at scale | Mid | Mid-high | Highest |
| Min. wall thickness | 0.5–1.5 mm | 3–5 mm | 0.6–1 mm | Any |
| Surface finish (Ra) | 32–125 µin | 250+ µin | 63–125 µin | 16–125 µin |
| Tolerance | ±0.005″ – ±0.015″ | ±0.030″–±0.125″ | ±0.005″–±0.015″ | ±0.0005″–±0.005″ |
| Volume sweet spot | 10K–1M+ | 1–10,000 | 100–10,000 | 1–10,000 |
| Best for | Aluminum, zinc parts | Large iron/steel parts | Complex small parts | Tight tolerance, prismatic |
Die Casting: The Production-Volume Champion
Die casting injects molten metal — typically aluminum, zinc, or magnesium — into a hardened steel mold under high pressure. The result is dimensionally precise net-shape parts with thin walls and good surface finish, produced at cycle times of seconds per part.
Strengths:
- Lowest per-part cost above ~10,000 units
- Excellent dimensional accuracy (±0.005″–0.015″)
- Thin walls down to 0.5 mm
- Smooth as-cast surface finish (Ra 32–125 µin)
Trade-offs:
- Tooling cost is the highest of any process ($30K–$200K+)
- Tooling lead time of 8–16 weeks
- Limited to non-ferrous metals (aluminum, zinc, magnesium, copper alloys)
Best for: Automotive components, electronics housings, hardware, and consumer products at 10,000+ units/year.
Sand Casting: The Versatile Workhorse
Sand casting uses a mold made from compacted sand, into which molten metal is poured. It’s the oldest casting process — and still the most flexible. Sand casting handles part sizes from grams to tons, and works with any pourable metal including iron, steel, bronze, and aluminum.
Strengths:
- Handles any size, including parts over 1,000 lbs
- Works with ferrous metals (iron, steel) where die casting can’t
- Low tooling cost ($500–$5,000 for a pattern)
- Cost-effective for low to medium volumes (1–10,000 parts)
Trade-offs:
- Rough surface finish (Ra 250+ µin) — almost always requires machining
- Loose tolerances (±0.030″ to ±0.125″)
- Minimum wall thickness of 3–5 mm
- Slower cycle times than die casting
Best for: Large iron and steel parts, low-volume runs, and applications where dimensional precision will be added in post-machining.
Investment Casting: Precision for Complex Geometry
Investment casting (also called lost-wax casting) creates parts by building a wax pattern, coating it with ceramic slurry, melting out the wax, and pouring molten metal into the resulting cavity. The process produces highly detailed parts with excellent surface finish — often used for jewelry, turbine blades, and medical implants.
Strengths:
- Excellent surface finish (Ra 63–125 µin) without secondary machining
- Tight tolerances (±0.005″–0.015″)
- Handles complex geometries with thin walls (0.6–1 mm)
- Works with virtually any pourable metal, including stainless steel and superalloys
Trade-offs:
- Higher per-part cost than sand casting due to wax pattern + ceramic shell process
- Slower cycle times — typically 100–10,000 units/year sweet spot
- Tooling cost ($2K–$15K) higher than sand casting but lower than die casting
Best for: Complex small-to-medium parts in stainless steel, titanium, or superalloys where surface finish and tolerance matter.
CNC Machining: Precision and Flexibility
CNC machining is the only process on this list with zero tooling cost — every part is cut directly from stock. That makes it unbeatable for prototypes and low volumes, and the only viable option for tight-tolerance prismatic parts.
Strengths:
- No tooling cost
- Tightest tolerances (±0.0005″ achievable)
- Fastest lead time (1–14 days)
- Works with virtually any machinable metal
- Design changes are free
Trade-offs:
- Highest per-part cost above ~500–1,000 units
- Material waste — chips removed from solid stock
- Less efficient for highly contoured organic shapes
Best for: Tight-tolerance parts, prototypes, low-volume production, and any geometry where dimensional accuracy is critical.
How They Combine in Real Products
Most metal parts in real products use multiple processes. A typical engine bracket might be sand-cast in iron for the base, then CNC-machined to add precision mounting holes and bearing seats. A consumer electronics housing might be die-cast from aluminum, then CNC-machined for tight-tolerance USB connectors and screw bosses.
XY Machining combines all four processes — die casting, CNC machining, plus complementary services like injection molding and sheet metal fabrication — under one roof, which means a single supplier can produce both the cast preform and the machined finished part.
Decision Framework
- Need 10,000+ aluminum parts/year, complex geometry: Die casting.
- Need a 500-lb iron pump housing: Sand casting + post-machining.
- Need 1,000 stainless steel impellers with tight tolerance: Investment casting.
- Need 50 titanium aerospace brackets in 2 weeks: CNC machining.
- Need a die-cast preform with critical machined features: Combine die casting + CNC machining at the same supplier.
Frequently Asked Questions
Is die casting cheaper than CNC machining?
Above 10,000 parts/year, die casting is significantly cheaper per part. Below ~1,000 parts, CNC machining is cheaper because there’s no tooling cost. The break-even depends heavily on part complexity.
What’s the difference between sand casting and investment casting?
Sand casting uses a sand mold for a single pour (the mold breaks open to release the part). Investment casting uses a ceramic shell built around a wax pattern that’s melted out. Sand casting handles bigger parts; investment casting handles finer detail.
Can casting replace CNC machining entirely?
Rarely. Most cast parts need at least some machining to hit critical tolerances on bearing seats, threaded holes, and mating surfaces. The combination of casting (for bulk material removal) plus CNC machining (for precision features) is more cost-effective than either alone for many parts.
Which casting process gives the best surface finish?
Investment casting gives the best as-cast finish (Ra 63–125 µin), often eliminating the need for secondary machining on non-critical surfaces. Die casting comes second; sand casting requires the most post-processing.
What materials can be die cast?
Die casting is limited to non-ferrous alloys with melting points below ~1,000°F: aluminum (most common), zinc, magnesium, and copper alloys. Iron and steel cannot be die cast — they require sand or investment casting.
Bottom Line
Match the process to volume, geometry, and material. Die casting wins on per-part cost at high volume. Sand casting wins on size and ferrous metals. Investment casting wins on complex small geometry. CNC machining wins on precision, prototypes, and low volume. Most real products use a combination — and a supplier that runs all four processes saves you the cost of managing multiple vendors.