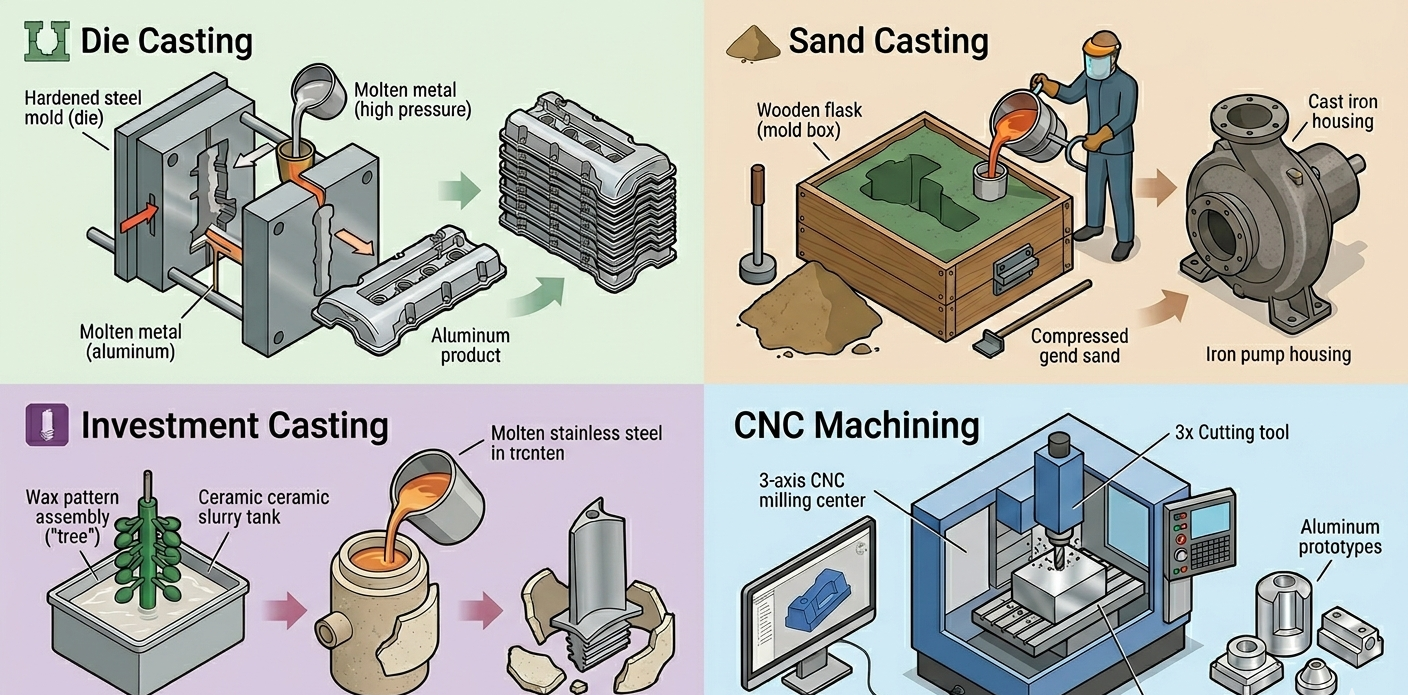
在金属零件的制造中,选择铸造还是机加工是一个常见但风险极高的决策。如果工艺选择不当,可能会使单位成本翻倍、无法满足公差要求,或者让你为一套本不必要的模具等待数周之久。每种铸造方法——压铸、砂型铸造、失蜡铸造——以及 数控加工 根据体积、耐受性、几何形状和材料的不同,它们各有其最佳工作点。.
本指南针对2026年的美国客户,对比了四种最常见的金属制造工艺,并结合模具成本、交货周期、表面光洁度及单件成本等具体数据,为每种工艺匹配了最适合的应用场景。.
并排比较
| 属性 | 压铸 | 砂型铸造 | 精密铸造 | 数控加工 |
|---|---|---|---|---|
| 模具成本 | $30K–$200K+ | $500–$5K | $2K–$15K | $0 |
| 单件成本 | 大规模生产下的最低成本 | 中 | 中高 | 最高 |
| 最小壁厚 | 0.5–1.5 毫米 | 3–5 毫米 | 0.6–1 毫米 | 任何 |
| 表面粗糙度(Ra) | 32–125 µin | 250+ µin | 63–125 µin | 16–125 µin |
| 宽容 | ±0.005英寸 – ±0.015英寸 | ±0.030英寸–±0.125英寸 | ±0.005英寸–±0.015英寸 | ±0.0005英寸–±0.005英寸 |
| 销量最佳区间 | 10K–1M+ | 1–10,000 | 100–10,000 | 1–10,000 |
| 最适合 | 铝、锌部件 | 大型铁/钢部件 | 结构复杂的小零件 | 公差严格,棱柱形 |
压铸:产量冠军
压铸工艺是将熔融金属(通常为铝、锌或镁)在高压下注入淬火钢制模具中。由此可生产出尺寸精确、壁薄且表面光洁度良好的近净成形零件,每个零件的循环时间仅需几秒。.
优势:
- 当产量超过约10,000件时,单件成本最低
- 出色的尺寸精度(±0.005英寸–0.015英寸)
- 壁厚可薄至0.5毫米
- 光滑的铸件表面光洁度(Ra 32–125 µin)
权衡:
- 模具成本在所有工艺中最高($30K–$200K+)
- 模具制作周期为8至16周
- 仅限于有色金属(铝、锌、镁、铜合金)
最适合:汽车零部件、电子设备外壳、五金件及消费类产品,年产量10,000件以上。.
砂型铸造:多功能的“主力军”
砂型铸造是利用由压实砂制成的模具,将熔融金属浇注其中。这是最古老的铸造工艺——至今仍是最灵活的。砂型铸造可处理从几克到几吨不等的零件尺寸,并适用于任何可浇注金属,包括铁、钢、青铜和铝。.
优势:
- 可处理任何尺寸的工件,包括重量超过1,000磅的部件
- 适用于黑色金属(铁、钢),其中 压铸 不能
- 模具成本低(单套模具为$500–$5,000)
- 适用于中小批量(1–10,000件)的生产,性价比高
权衡:
- 粗糙的表面光洁度(Ra 250+ µin)——几乎总是需要进行机械加工
- 宽公差(±0.030英寸至±0.125英寸)
- 壁厚至少为3–5毫米
- 比压铸的循环时间更长
最适合:大型钢铁零件、小批量生产,以及在后加工阶段需要进行尺寸精加工的应用场景。.
精密铸造:复杂几何形状的精密制造
精密铸造(也称为失蜡铸造)是通过制作蜡模、在蜡模表面涂覆陶瓷浆料、熔出蜡模,然后将熔融金属浇注到形成的型腔中来制造零件。该工艺可生产出细节丰富、表面光洁度极佳的零件,常用于珠宝、涡轮叶片和医疗植入物等领域。.
优势:
- 表面光洁度极佳(Ra 63–125 µin),无需二次加工
- 严格的公差(±0.005英寸–0.015英寸)
- 可处理具有薄壁(0.6–1 毫米)的复杂几何形状
- 适用于几乎所有可浇铸金属,包括不锈钢和超级合金
权衡:
- 由于采用了蜡模+陶瓷壳工艺,单件成本高于砂型铸造
- 较长的生产周期——通常在100–10,000单位/年的最佳区间
- 模具成本($2K–$15K)高于砂型铸造,但低于压铸
最适合:对表面光洁度和公差要求较高的、由不锈钢、钛或超级合金制成的结构复杂的小型至中型零件。.
数控加工:精度与灵活性
在本文列出的所有工艺中,数控加工是唯一无需模具成本的工艺——每个零件都是直接从毛坯上切削而成的。这使得它在原型制作和小批量生产方面具有无可比拟的优势,也是满足严格公差要求的唯一可行选择。 棱镜形零件.
优势:
- 无需模具费用
- 最严格的公差(可达±0.0005英寸)
- 最快交货期(1–14天)
- 几乎适用于任何可加工金属
- 设计修改免费
权衡:
- 当产量超过约500–1,000件时,单件成本最高
- 材料废料——从实心坯料上切下的切屑
- 对于轮廓变化剧烈的有机形状,其效率较低
最适合:公差要求严格的零件、原型件、小批量生产,以及任何对尺寸精度要求极高的几何形状。.
它们在实际产品中的结合方式
实际产品中的大多数金属部件都经过多道工序加工。以典型的发动机支架为例,其底座可能采用砂型铸铁工艺制造,随后通过数控加工加工出高精度的安装孔和轴承座。而消费类电子产品的外壳可能采用铝压铸工艺制造,随后通过数控加工加工出公差严格的USB接口和螺纹凸台。.
XY Machining 将压铸、数控加工以及注塑成型和钣金加工等配套服务这四种工艺整合于同一厂区,这意味着仅需一家供应商即可同时生产铸造坯件和机加工成品。.
决策框架
- 每年需要10,000件以上的铝制零件,几何形状复杂: 压铸。.
- 需要一个500磅重的铁制水泵外壳: 砂型铸造 + 后续机加工。.
- 需要1,000个公差要求严格的不锈钢叶轮: 精密铸造。.
- 需要在两周内采购50个钛制航空航天支架: 数控加工。.
- 需要一款具有关键加工特征的压铸坯件: 结合压铸 + 由同一供应商提供的数控加工服务.
常见问题解答
压铸比数控加工更便宜吗?
当年产量超过10,000件时,压铸的单件成本明显更低。当产量低于约1,000件时,由于无需模具费用,数控加工的成本更低。盈亏平衡点在很大程度上取决于零件的复杂程度。.
砂型铸造与失蜡铸造有什么区别?
砂型铸造使用砂模进行单次浇注(浇注完成后打破砂模以取出铸件)。精密铸造则是将蜡模包裹在陶瓷壳中,随后将蜡模熔出。砂型铸造适用于较大尺寸的铸件;精密铸造则适用于细节更精细的铸件。.
铸造能否完全取代数控加工?
很少。大多数铸件都需要进行至少一些机械加工,才能满足轴承座、螺纹孔和配合面等关键部位的公差要求。对于许多零件而言,将铸造(用于大量去除材料)与数控加工(用于加工精密特征)相结合,比单独采用其中任何一种方式都更具成本效益。.
哪种铸造工艺能获得最佳的表面光洁度?
精密铸造可获得最佳的铸件表面粗糙度(Ra 63–125 µin),通常无需对非关键表面进行二次机加工。压铸的表面质量位居第二;砂型铸造则需要最多的后处理工序。.
哪些材料可以进行压铸?
压铸仅适用于熔点低于约1,000°F的有色金属合金:铝(最常见)、锌、镁和铜合金。铁和钢无法进行压铸——它们需要采用砂型铸造或失蜡铸造。.
结论
根据产量、几何形状和材料选择合适的工艺。 在大批量生产时,压铸在单件成本方面更具优势。砂型铸造在尺寸较大及铁基金属方面更具优势。失蜡铸造在复杂的小尺寸几何形状方面更具优势。数控加工在精度、原型制作和小批量生产方面更具优势。大多数实际产品采用多种工艺的组合——而能够同时提供这四种工艺的供应商,可为您节省管理多家供应商的成本。.


