Las principales tecnologías de impresión 3D —SLA (estereolitografía), SLS (sinterización selectiva por láser), FDM (modelado por deposición fundida), MJF (fusión por chorro múltiple) y SLM (fusión selectiva por láser)— producen piezas con diferentes materiales, tolerancias, acabados superficiales, y perfiles de coste. La tecnología SLA destaca por el nivel de detalle y el acabado superficial (Ra 0,2–1,6 µm); la tecnología MJF destaca en la fabricación de piezas de nailon aptas para producción; la tecnología FDM destaca por su coste; la tecnología SLS produce piezas funcionales de nailon resistentes; y la tecnología SLM produce piezas metálicas. Elige según la aplicación: prototipo visual → SLA; prototipo funcional → SLS o MJF; prototipo de bajo coste → FDM; pieza metálica → SLM.
Las tecnologías de impresión 3D de un vistazo
| Tecnología | Tipo de material | Tolerancia | Acabado superficial (Ra) | Coste frente a volumen | Ideal para |
|---|---|---|---|---|---|
| SLA (estereolitografía) | Resina fotopolimérica | ±0,05 mm | 0,2–1,6 µm (liso) | $$$ | Prototipos visuales, joyería, odontología |
| SLS (sinterización selectiva por láser) | Nailon (PA12, PA11) | ±0,15 mm | 3,2–6,3 µm (ligeramente granulosa) | $$$ | Prototipos funcionales, nailon para uso final |
| FDM (modelado por deposición fundida) | Filamento termoplástico | ±0,20 mm | 6,3–12,5 µm (capas visibles) | $ | Modelos conceptuales, prototipos de bajo coste |
| MJF (Multi Jet Fusion) | Nailon (PA12, TPU) | ±0,15 mm | 3,2–6,3 µm | $$ | Nailon de producción, tiradas de volumen medio |
| SLM (Fusión selectiva por láser) | Polvo metálico (Al, Ti, acero inoxidable, Inconel) | ±0,10 mm | 6,3–12,5 µm tal y como se imprime | $$$$$ | Prototipos metálicos, geometrías complejas |
| DMLS (sinterización directa por láser de metal) | Polvo metálico | ±0,10 mm | 6,3–12,5 µm tal y como se imprime | $$$$$ | Metal para la industria aeroespacial y médica |
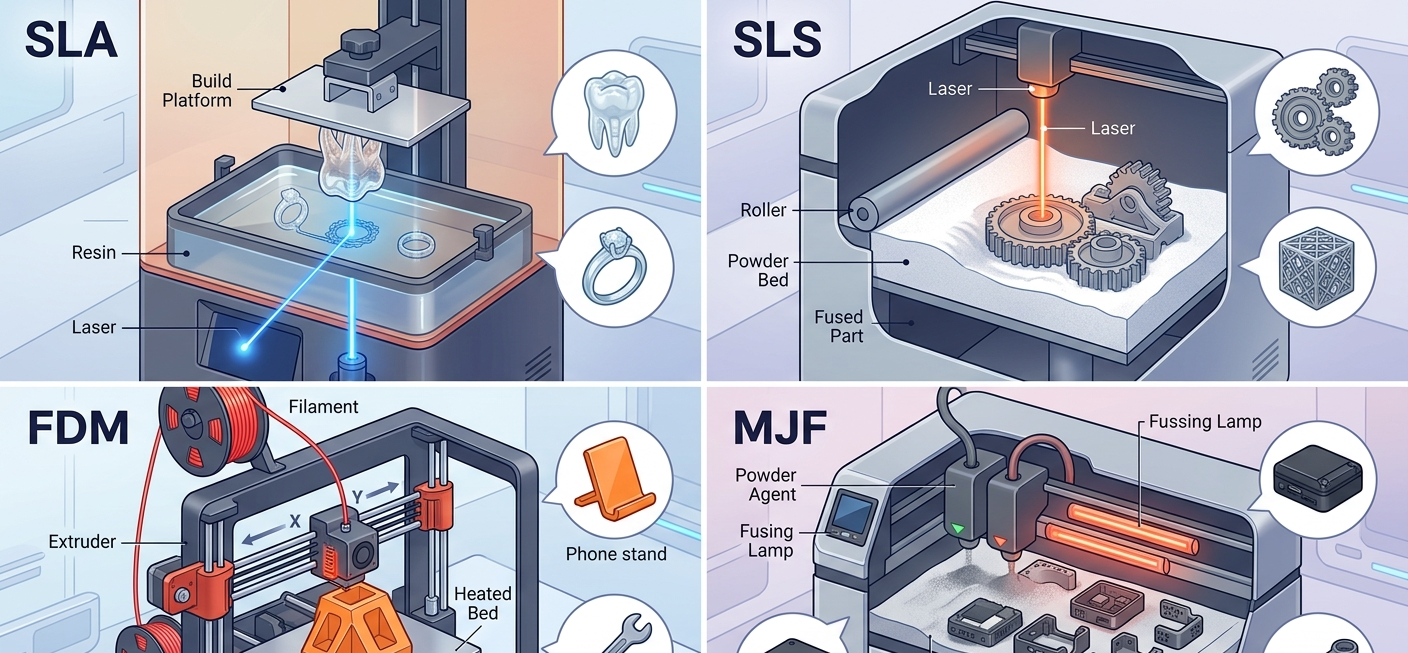
Cómo funciona realmente cada tecnología
SLA (estereolitografía)
La tecnología SLA utiliza un láser UV para polimerizar selectivamente la resina fotopolimérica líquida capa a capa en una cubeta. La plataforma de impresión desciende gradualmente a medida que se polimeriza cada capa. El grosor de las capas suele oscilar entre 25 y 100 µm. Las máquinas SLA modernas (Formlabs Form 4, 3D Systems ProJet 7000) alcanzan una tolerancia de ±0,05 mm con acabados superficiales que rivalizan con las piezas moldeadas por inyección nada más salir de la impresora.
La gama de materiales abarca resinas resistentes (similares al ABS), resinas flexibles (tipo TPE), resinas para altas temperaturas (resistentes al calor hasta 240 °C), resinas moldeables (para la elaboración de modelos de joyería) y resinas biocompatibles (Clase IIa aplicaciones médicas). La contrapartida es el rendimiento mecánico: las piezas fabricadas mediante SLA suelen ser más frágiles que sus equivalentes impresas en termoplástico y se deterioran con la exposición a los rayos UV a menos que se sometan a un postcurado adecuado.
SLS (sinterización selectiva por láser)
La tecnología SLS utiliza un láser de CO₂ para fusionar polvo de nailon capa a capa en una cámara de impresión calentada (normalmente a 170-180 °C para el PA12). El polvo no sinterizado que rodea la pieza actúa como soporte natural, lo que elimina la necesidad de estructuras de soporte impresas. El grosor de capa suele ser de entre 80 y 120 µm.
La gama de materiales es más limitada que la de SLA: principalmente PA12 (nailon 12), PA11 (nailon más flexible), PA12 reforzado con fibra de vidrio (PA-GF) y PA reforzado con aluminio (PA-AL). Las propiedades mecánicas son excelentes: las piezas de PA12 fabricadas mediante SLS alcanzan una resistencia a la tracción de 48 MPa, un alargamiento del 38% y propiedades isotrópicas (similares en todas las direcciones), lo que convierte al SLS en la técnica de referencia para prototipos funcionales y producción puente. Las piezas fabricadas mediante SLS presentan una superficie ligeramente granulada, pero admiten bien el teñido, el pintado y el alisado al vapor.
FDM (modelado por deposición fundida)
La tecnología FDM extruye filamento termoplástico fundido a través de una boquilla calentada, construyendo la pieza capa a capa. El grosor de las capas suele oscilar entre 100 y 300 µm. Es la tecnología de impresión 3D más accesible: las impresoras FDM de sobremesa (Bambu Lab, Prusa, Creality) cuestan entre $300 y $2.000, mientras que las industriales (serie F de Stratasys, serie X de Markforged) oscilan entre $30.000 y $120.000.
La gama de materiales es amplia: PLA (fácil de usar, económico), ABS (más resistente, requiere un tratamiento posterior con acetona para obtener un acabado más liso), PETG (resistente a los impactos), nailon (resistente pero sensible a la humedad), policarbonato (resistente al calor, $80–$140/kg) y filamentos reforzados (con fibra de carbono o fibra de vidrio). Las piezas fabricadas mediante FDM presentan líneas de capa visibles (Ra 6,3–12,5 µm) y son más frágiles a lo largo del eje de construcción de capas (Z); la pieza es anisotrópica por naturaleza.
MJF (Multi Jet Fusion)
MJF utiliza una tecnología propia de HP que deposita un agente de fusión y un agente de definición sobre un lecho de polvo y, a continuación, calienta todo el lecho con lámparas de infrarrojos. En las zonas donde se encuentra el agente de fusión, el polvo se funde; el agente de definición evita la fusión en los bordes de las piezas, lo que permite obtener detalles nítidos. El espesor típico de la capa es de 80 µm.
Gama de materiales similar a la del SLS: PA12, PA11, TPU (poliuretano termoplástico flexible) y PA12 reforzado con fibra de vidrio. Las propiedades mecánicas igualan o superan ligeramente a las del SLS a velocidades de impresión más rápidas, lo que convierte a la MJF en la alternativa de nivel de producción al SLS para series de entre 100 y más de 10 000 piezas idénticas. La ventaja nominal de HP en cuanto a velocidad de impresión frente al SLS es de entre 5 y 10 veces mayor para piezas equivalentes.
SLM y DMLS (Fusión selectiva por láser / Sinterización directa de metal por láser)
Los procesos SLM y DMLS son prácticamente idénticos: un láser de fibra fusiona polvo metálico capa a capa en una cámara de fabricación inerte (argón). El espesor de las capas oscila entre 20 y 60 µm. La distinción terminológica es principalmente histórica; ambos procesos producen piezas metálicas totalmente densas con el mismo nivel de calidad.
La gama de materiales incluye aceros inoxidables (316L, 17-4 PH), aleaciones de aluminio (AlSi10Mg), titanio (Ti-6Al-4V grado 23), Inconel (718, 625), aceros para herramientas (H13, MS1) y cobalto-cromo. Las piezas tienen una densidad de 99,51 TP3T+, con propiedades mecánicas que se acercan a las de los equivalentes forjados tras un tratamiento térmico adecuado. El acabado superficial tal y como se imprime es rugoso (Ra 6,3–12,5 µm), y la mayoría de las piezas impresas en metal se someten a un acabado CNC en las características críticas. La SLM es la única Impresión 3D Tecnología homologada para componentes metálicos críticos para el vuelo en el sector aeroespacial e implantes médicos de Clase III de la FDA.
Cuándo la fabricación por impresión 3D es la opción adecuada
Utiliza el SLA cuando:
- La calidad visual del prototipo es importante: la tecnología SLA ofrece un acabado con la misma calidad que el moldeo por inyección nada más salir de la impresora.
- Se requieren detalles muy precisos: los detalles inferiores a 0,5 mm se reproducen con fiabilidad.
- Se necesitan piezas ópticas o transparentes: las resinas transparentes SLA son ideales para prototipos de conductos de luz y modelos maestros de lentes.
- Modelos para fundición por inversión: la resina SLA fundible se quema sin dejar residuos, lo que la hace ideal para la joyería y la fundición de metales en lotes pequeños.
- Piezas dentales y pequeñas piezas biocompatibles: la tecnología SLA es la más utilizada para la fabricación de alineadores dentales, guías quirúrgicas y aparatos de ortodoncia removibles.
Cuándo es mejor optar por SLS o MJF
Utiliza SLS o MJF cuando:
- Se necesitan prototipos mecánicos funcionales: las piezas deben soportar cargas reales sin romperse.
- Geometría compleja con canales internos: ninguna de las dos tecnologías requiere estructuras de soporte, lo que permite una gran complejidad interna.
- Piezas de calidad de producción en volúmenes bajos o medios: la tecnología MJF está especialmente indicada para series de producción de entre 50 y 10 000 unidades.
- Piezas de nailon para uso final: hélices de drones, soportes industriales, mordazas de pinzas robóticas y equipamiento deportivo.
Elige MJF en lugar de SLS, concretamente cuando:
- Volumen de producción superior a 100 unidades: la ventaja de MJF en cuanto a velocidad se potencia con el aumento de la cantidad.
- Se requiere una mayor precisión dimensional: el control del proceso de MJF es ligeramente más riguroso que el de SLS.
- Preferencia por el acabado negro: las piezas fabricadas con MJF adquieren de forma natural un color negro mate, mientras que las fabricadas con SLS presentan un tono blanquecino.
Cuándo el FDM es la opción adecuada
Utiliza FDM cuando:
- El coste es la principal limitación: las piezas fabricadas mediante FDM tienen un coste de entre $5 y $25, frente a los $25–$80 de las piezas equivalentes fabricadas mediante SLA o SLS.
- Modelos conceptuales para la revisión del diseño: el acabado de la superficie no tiene por qué ser perfecto.
- Piezas de gran tamaño, de más de 300 mm: la tecnología FDM ofrece los mayores volúmenes de impresión entre las opciones destinadas al consumidor.
- Creación de prototipos en la propia empresa cuando es fundamental la entrega en el mismo día: la tecnología FDM de sobremesa permite fabricar una pieza en un plazo de 2 a 8 horas.
- Necesidades de filamentos especiales: polímeros reforzados con fibra de carbono o resistentes a altas temperaturas, como el PEEK y el PEI.
Cuándo es mejor optar por SLM o DMLS
Utiliza SLM/DMLS cuando:
- Se requiere una pieza metálica: ningún otro proceso aditivo produce metal totalmente denso.
- Geometría interna compleja que resulta imposible de mecanizar con CNC: canales de refrigeración internos, estructuras reticulares y soportes con topología optimizada.
- Aplicaciones aeroespaciales o médicas que requieren una trazabilidad total: la SLM es el único proceso de impresión 3D en metal homologado para uso aeronáutico.
- Piezas metálicas de bajo volumen (1-500 unidades) en las que Coste de las herramientas CNC es injustificable: SLM no tiene costes de utillaje.
- Piezas que combinan elementos impresos y mecanizados: se imprime la geometría compleja y se mecanizan las superficies críticas.
La realidad de los costes en las distintas tecnologías
Para un soporte representativo — 80 × 60 × 40 mm con compartimento interior y 4 puntos de fijación:
- FDM con PLA: $8–$15 por pieza, plazo de entrega de 3 días.
- FDM en nailon: $14–$28 por pieza, plazo de entrega de 5 días.
- SLA con resina estándar: $24–$45 por pieza, plazo de entrega de 4 días.
- SLA en resina resistente: $32–$58 por pieza, plazo de entrega de 4 días.
- SLS en PA12: $38–$68 por pieza, plazo de entrega de 5 días.
- MJF en PA12: $32–$58 por pieza, plazo de entrega de 5 días.
- SLM en acero inoxidable 316L: $185–$310 por pieza, plazo de entrega de 7 a 14 días.
- SLM en Ti-6Al-4V: $385–$680 por pieza, plazo de entrega de 10 a 18 días.
El volumen cambia considerablemente el panorama. Con una cantidad de 500 unidades, la tecnología MJF se mantiene en $18–$28 por pieza, mientras que las tecnologías SLA, SLS y SLM presentan una evolución relativamente plana, ya que no ofrecen ventajas en cuanto a la amortización de los moldes.
Preguntas frecuentes
¿Qué tecnología de impresión 3D ofrece el mejor acabado superficial?
SLA, por un margen considerable. El acabado superficial directamente al salir de la impresora oscila entre Ra 0,2 y 1,6 µm, comparable al de una pieza moldeada por inyección pulida. La contrapartida es que los materiales SLA suelen ser más frágiles que los nailon de SLS o MJF, por lo que el excelente acabado superficial conlleva cierto coste en cuanto a rendimiento mecánico.
¿Qué tecnología permite fabricar las piezas más resistentes?
SLM (metal) en cuanto a resistencia absoluta. En el caso de las piezas de polímero, los nailon de SLS y MJF alcanzan una resistencia a la tracción de 48 MPa y un alargamiento del 38%, mejores que la mayoría de los materiales de FDM y SLA. El PA12 de SLS relleno de fibra de vidrio (PA-GF) alcanza casi los 60 MPa de resistencia a la tracción, lo que lo convierte en el material polimérico para impresión 3D más resistente disponible en el mercado.
¿Puedo imprimir en 3D herramientas para moldes de inyección?
Sí, en el caso de herramientas prototipo con un número reducido de inyecciones. Las herramientas SLA (que utilizan resina de alta temperatura) resisten entre 50 y 500 inyecciones de moldeo por inyección para la validación de prototipos. Las herramientas metálicas impresas mediante SLM (aleación P20 o H13) resisten entre 5.000 y 25.000 ciclos y, en ocasiones, se utilizan como herramientas de transición. En cuanto a las herramientas de producción, el acero mecanizado con CNC convencional sigue siendo más rentable en términos de coste por disparo en programas de más de 5.000 disparos.
¿Qué grado de precisión puede alcanzar la impresión 3D?
La tecnología SLA ofrece una precisión de ±0,05 mm en piezas de menos de 100 mm. Las tecnologías SLS y MJF ofrecen una precisión de ±0,15 mm. La tecnología SLM ofrece una precisión de ±0,10 mm tal y como se imprime, y de ±0,025 mm tras el tratamiento posterior a la impresión. Mecanizado CNC de las características críticas. La tecnología FDM ofrece una precisión de ±0,20 mm. Para trabajos que requieran tolerancias más estrictas, el método habitual es el mecanizado secundario con CNC: se imprime la geometría compleja y se mecanizan las características críticas.
¿Son seguras las piezas impresas en 3D para uso médico?
Sí, siempre que se utilicen los materiales adecuados y se cuente con la validación correspondiente. Las resinas biocompatibles para SLA (serie BioMed de Formlabs, VisiJet de 3D Systems) cuentan con la certificación de citotoxicidad ISO 10993-5 para el contacto con tejidos a corto plazo. Los materiales PA12 para SLS y MJF están homologados para el contacto médico a corto plazo. El Ti-6Al-4V de SLM cuenta con la aprobación de la FDA para implantes de Clase III. Cada aplicación requiere su propia validación; la certificación de la impresora y del material no se transfiere automáticamente.
¿Qué tecnologías de impresión 3D ofrece Xinyang?
Xinyang cuenta con impresoras SLA (Form 4 BL y ProJet 7000), SLS (EOS P 396 y HP Multi Jet Fusion 5210), FDM (Stratasys F900 y células de producción de Bambu Lab) y SLM (impresoras metálicas EOS M 290 que trabajan con aluminio, acero inoxidable, titanio e Inconel). El plazo de entrega estándar es de 5 a 10 días puerta a puerta para cantidades de prototipos; las series de producción de entre 100 y 10 000 unidades suelen enviarse en un plazo de 12 a 22 días.
Conclusión
La impresión 3D no es una sola tecnología, sino una familia de tecnologías, cada una de ellas adaptada a diferentes casos de uso. La tecnología SLA destaca por su nivel de detalle y acabado en prototipos visuales y trabajos dentales. Las tecnologías SLS y MJF destacan en la fabricación de piezas funcionales de nailon en volúmenes bajos o medios. La tecnología FDM destaca por su coste y la entrega en el mismo día para modelos conceptuales. La tecnología SLM destaca cuando la aplicación requiere metal. Elegir la tecnología adecuada para la pieza es el factor más importante en cuanto a coste y calidad en la impresión 3D, mucho más determinante que elegir entre dos proveedores de servicios que utilicen la misma tecnología.


