主要的3D打印技术——SLA(光固化)、SLS(选择性激光烧结)、FDM(熔融沉积成型)、MJF(多喷嘴熔融)和SLM(选择性激光熔化)——可生产出材料、公差各不相同的零件,, 表面处理, ,以及成本特征。SLA 在细节和表面光洁度(Ra 0.2–1.6 µm)方面更具优势;MJF 在生产级尼龙零件方面更具优势;FDM 在成本方面更具优势;SLS 可制造坚固的尼龙功能性零件;SLM 可制造金属零件。 根据应用场景选择:视觉原型 → SLA,功能性原型 → SLS 或 MJF,低成本原型 → FDM,金属零件 → SLM。.
3D打印技术一览
| 技术 | 材料类型 | 宽容 | 表面粗糙度(Ra) | 成本与销量 | 最适合 |
|---|---|---|---|---|---|
| SLA(立体光刻) | 光固化树脂 | ±0.05 毫米 | 0.2–1.6 µm(光滑) | $$$ | 视觉原型、珠宝、牙科 |
| SLS(选择性激光烧结) | 尼龙(PA12、PA11) | ±0.15 毫米 | 3.2–6.3 µm(略带颗粒感) | $$$ | 功能性原型件,终端用途尼龙 |
| FDM(熔融沉积成型) | 热塑性丝材 | ±0.20 毫米 | 6.3–12.5 µm(可见层) | $ | 概念模型、低成本原型 |
| MJF(多喷射融合) | 尼龙(PA12、TPU) | ±0.15 毫米 | 3.2–6.3 µm | $$ | 尼龙量产,中等批量生产 |
| SLM(选择性激光熔化) | 金属粉末(铝、钛、不锈钢、因科镍合金) | ±0.10 毫米 | 6.3–12.5 µm(打印后) | $$$$$ | 金属原型件、复杂几何形状 |
| DMLS(直接金属激光烧结) | 金属粉末 | ±0.10 毫米 | 6.3–12.5 µm(打印后) | $$$$$ | 航空航天、医疗用金属 |
每项技术究竟是如何工作的
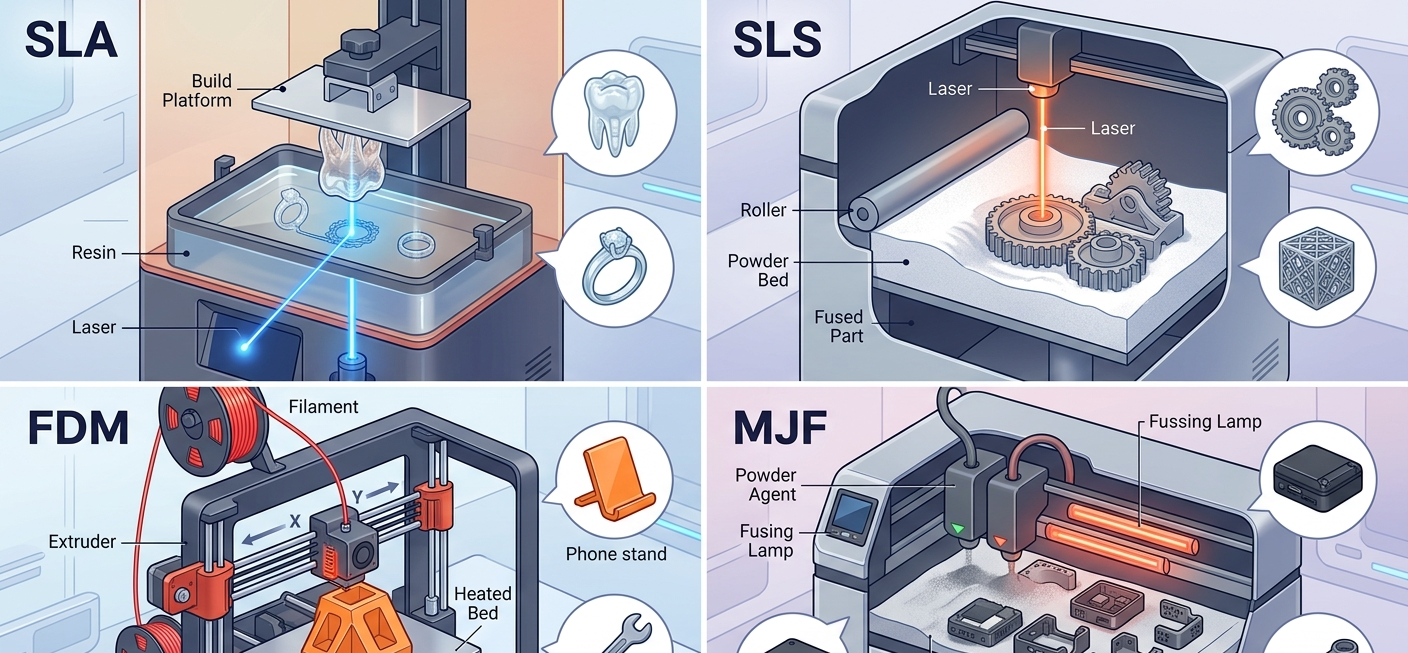
SLA(立体光刻)
SLA 技术利用紫外线激光,在光固化槽中逐层选择性地固化液态光固化树脂。随着每一层固化完成,构建平台会逐步下降。 层厚通常为 25–100 µm。现代 SLA 设备(如 Formlabs Form 4、3D Systems ProJet 7000)可实现 ±0.05 mm 的公差,且打印件出机即具备媲美注塑件的表面光洁度。.
材料范围涵盖高强度树脂(类似于ABS)、柔性树脂(类似于TPE)、耐高温树脂(耐热温度高达240 °C)、可浇铸树脂(用于珠宝模型制作)以及生物相容性树脂(IIa类) 医疗应用). 其代价是机械性能——SLA打印件通常比热塑性材料打印的同类部件更脆,且若未经过适当的后固化处理,在紫外线照射下会发生降解。.
SLS(选择性激光烧结)
SLS 技术利用 CO₂ 激光,在加热的构建腔内(PA12 材料通常为 170–180 °C)将尼龙粉末逐层熔合。 零件周围未烧结的粉末可作为天然支撑,因此无需打印支撑结构。层厚通常为 80–120 µm。.
可选材料范围比SLA更窄——主要包括PA12(尼龙12)、PA11(更具柔韧性的尼龙)、玻璃增强PA12(PA-GF)以及铝增强PA(PA-AL)。 其机械性能极佳:PA12 SLS 零件的抗拉强度可达 48 MPa,断裂伸长率为 38%,且具有各向同性(各方向性能相似),这使得 SLS 成为功能性原型和过渡性生产的首选工艺。 SLS零件表面略带颗粒感,但可很好地进行染色、喷漆和蒸汽平滑处理。.
FDM(熔融沉积成型)
FDM技术通过加热喷嘴挤出熔融的热塑性线材,逐层构建零件。层厚通常为100–300 µm。这是最易获取的3D打印技术——台式FDM设备(Bambu Lab、Prusa、 Creality) 售价在 $300–$2,000 之间,而工业级 FDM 设备(如 Stratasys F 系列、Markforged X 系列)的价格则在 $30,000–$120,000 之间。.
材料种类繁多:PLA(易于使用、价格低廉)、ABS(更坚韧,需用丙酮进行后处理以获得更光滑的表面)、 PETG(抗冲击)、尼龙(强度高但易受潮)、聚碳酸酯(耐热,$80–$140/kg)以及增强型线材(碳纤维填充、玻璃纤维填充)。 FDM打印件具有可见的层纹(Ra 6.3–12.5 µm),且沿层堆积(Z)轴方向强度最低——该部件本质上具有各向异性。.
MJF(多喷射融合)
MJF 采用惠普(HP)的专有技术,先在粉末床表面沉积熔合剂和细节剂,然后用红外灯对整个粉末床进行加热。在熔合剂所在的位置,粉末会熔合;细节剂则可防止零件边缘熔合,从而呈现清晰的细节。典型层厚为 80 µm。.
材料范围与SLS类似——PA12、PA11、TPU(柔性热塑性聚氨酯)以及玻璃纤维增强PA12。 在更高的构建速度下,其力学性能可与SLS持平或略胜一筹,这使得MJF成为SLS在生产100–10,000+个相同零件时的生产级替代方案。对于同等零件,HP相较于SLS的标称构建速度优势为5–10倍。.
SLM 和 DMLS(选择性激光熔化 / 直接金属激光烧结)
SLM 和 DMLS 基本上是相同的工艺——在惰性气体(氩气)构建腔内,光纤激光器将金属粉末逐层熔融。层厚为 20–60 µm。这两者的术语区别主要源于历史沿革;两者均能生产出质量水平相同的完全致密金属零件。.
材料范围涵盖不锈钢(316L、17-4 PH),, 铝合金(AlSi10Mg), ,钛(Ti-6Al-4V 23级)、因科镍合金(718、625)、工具钢(H13、MS1)以及钴铬合金。 这些零件的致密度达到99.5%+,经过适当的热处理后,其力学性能可接近等效锻造件。打印后的表面粗糙度较高(Ra 6.3–12.5 µm),大多数金属打印零件的关键特征部位需经过数控加工进行精加工。SLM是唯一 3D打印 该技术已获准用于航空航天飞行关键金属部件以及美国食品药品监督管理局(FDA)III类医疗植入物。.
何时选择SLA才是明智之选
在以下情况下使用 SLA:
- 视觉原型的质量至关重要——SLA技术可直接在打印机上生成达到注塑成型质量的表面效果。.
- 需要精细的细节特征——小于0.5毫米的特征也能可靠地再现。.
- 需要光学或透明部件——SLA透明树脂非常适合用于光导管原型和透镜母模的制作。.
- 精密铸造模型——可浇铸型SLA树脂在珠宝及小批量金属铸造中可实现干净的烧失。.
- 牙科及小型生物相容性部件——SLA技术是牙科矫正器、手术导板和可摘式正畸装置的主要制造技术。.
何时应选择 SLS 或 MJF
在以下情况下使用 SLS 或 MJF:
- 需要功能性机械原型——零件必须能在实际载荷作用下保持完好,不会断裂。.
- 具有内部通道的复杂几何形状——这两种技术均无需支撑结构,从而能够实现内部结构的复杂性。.
- 中小批量生产级零件——MJF 专门针对 50 至 10,000 件的生产批次。.
- 尼龙终端应用部件——无人机螺旋桨、工业支架、机器人夹爪、体育器材。.
在以下具体情况下,应选择 MJF 而不是 SLS:
- 产量超过100台——MJF的速度优势在批量生产时得以充分发挥。.
- 对尺寸一致性的要求更高——MJF工艺的控制精度略高于SLS。.
- 对黑色表面的偏好——MJF工艺制成的零件天然呈现哑光黑色;SLS工艺制成的零件则呈灰白色。.
何时应选择FDM技术
在以下情况下使用 FDM:
- 成本是主要制约因素——FDM零件的价格在$5–$25之间,而同等规格的SLA或SLS零件价格则在$25–$80之间。.
- 用于设计评审的概念模型——表面处理不必完美。.
- 300 毫米以上的较大部件——在消费级3D打印机中,FDM技术的构建体积最大。.
- 在需要当天交付的内部原型制作中——台式FDM打印机可在2至8小时内完成零件制作。.
- 特殊线材需求——碳纤维增强材料或PEEK、PEI等耐高温聚合物。.
何时应选择 SLM 或 DMLS
在以下情况下使用 SLM/DMLS:
- 必须使用金属部件——没有任何其他增材制造工艺能生产出完全致密的金属。.
- 无法通过数控加工实现的复杂内部几何结构——内部冷却通道、格子结构、拓扑优化支架。.
- 对于需要完全可追溯性的航空航天或医疗应用——SLM 是唯一获得飞行认证的金属 3D 打印工艺。.
- 小批量金属零件(1–500件),其中 数控加工模具成本 这是站不住脚的——SLM 没有模具成本。.
- 结合了打印和机加工特征的零件——打印复杂几何形状,对关键表面进行机加工。.
各类技术的成本现状
以一款典型支架为例——尺寸为 80 × 60 × 40 毫米,带内部凹槽,并具有 4 个安装孔:
- PLA材料的FDM打印:每件$8–$15,交货期3天。.
- 尼龙材质的FDM打印:每件$14–$28,交货期5天。.
- 标准树脂的SLA工艺:每件$24–$45,交货期4天。.
- 高强度树脂的SLA打印:每件$32–$58,交货期4天。.
- PA12材料的SLS打印:每件$38–$68,交货期5天。.
- PA12 中的 MJF:每件 $32–$58,交货期为 5 天。.
- 316L不锈钢的SLM加工:每件$185–$310,交货期为7–14天。.
- Ti-6Al-4V材料的SLM工艺:每件$385–$680,交货期为10–18天。.
产量对情况产生了显著影响。当产量达到500件时,MJF技术的单件成本维持在$18–$28之间,而SLA、SLS和SLM技术的成本曲线则相对平缓,因为这些技术不具备模具摊销优势。.
常见问题解答
哪种3D打印技术的表面光洁度最好?
SLA,优势相当明显。 直接出机件的表面粗糙度为Ra 0.2–1.6 µm——可与抛光后的注塑件相媲美。其取舍在于,SLA材料通常比SLS或MJF工艺中的尼龙材料更脆,因此卓越的表面粗糙度是以牺牲部分机械性能为代价的。.
哪种技术能制造出强度最高的零件?
按绝对强度衡量,SLM(金属)技术表现最佳。对于聚合物零件,SLS和MJF工艺生产的尼龙材料抗拉强度可达48 MPa,伸长率达38%——优于大多数FDM和SLA材料。 玻璃纤维增强的SLS PA12(PA-GF)抗拉强度接近60 MPa,是目前市面上强度最高的聚合物3D打印材料。.
我可以使用3D打印技术制作注塑模具吗?
对于射出次数较少的原型模具,答案是肯定的。SLA模具(使用高温树脂)可承受50–500次射出, 注塑成型 用于原型验证。SLM打印的金属模具(P20或H13合金)可承受5,000至25,000次冲压,有时被用作过渡模具。 对于量产模具,在超过5,000次射次的项目中,传统CNC加工钢材在单次射次成本方面仍更具优势。.
3D打印能达到多高的公差精度?
对于尺寸小于 100 毫米的零件,SLA 技术的精度稳定在 ±0.05 毫米。SLS 和 MJF 技术的精度为 ±0.15 毫米。SLM 技术在打印完成时的精度为 ±0.10 毫米,经过后处理后的精度为 ±0.025 毫米。 数控加工 关键特征。FDM技术的公差为±0.20毫米。对于公差要求更严格的工件,通常采用二次数控加工——先打印出复杂几何形状,再对关键特征进行机加工。.
3D打印部件是否适合用于医疗?
是的,只要选用合适的材料并经过验证。SLA生物相容性树脂(Formlabs BioMed系列、3D Systems VisiJet)已获得ISO 10993-5短期组织接触细胞毒性认证。SLS和MJF PA12材料已获准用于短期医疗接触。 SLM Ti-6Al-4V 已获得 FDA 批准,可用于 III 类植入物。每种应用都需要单独进行验证;打印机和材料的认证并不自动适用。.
信阳提供哪些3D打印技术?
信阳公司运营着SLA(Form 4 BL和ProJet 7000)、 SLS(EOS P 396和HP Multi Jet Fusion 5210)、FDM(Stratasys F900和Bambu Lab生产单元)以及SLM(EOS M 290金属打印机,可处理铝、不锈钢、钛和因科镍合金)。 原型件的标准交货期为5–10天(门到门);100–10,000件的生产订单通常在12–22天内发货。.
结论
3D打印并非单一技术,而是一系列针对不同应用场景进行优化的技术集合。在视觉原型和牙科应用方面,SLA技术在细节表现和表面光洁度上更具优势。在中小批量生产功能性尼龙零件方面,SLS和MJF技术更具优势。 FDM技术在概念模型的制造方面,因成本低廉且可实现当日交付而占据优势。当应用场景需要金属材料时,SLM技术则表现出色。为零件选择合适的技术是3D打印中影响成本和质量的最大因素——其影响远大于在采用相同技术的两家服务供应商之间进行选择。.


