Skip to content
Skip to content 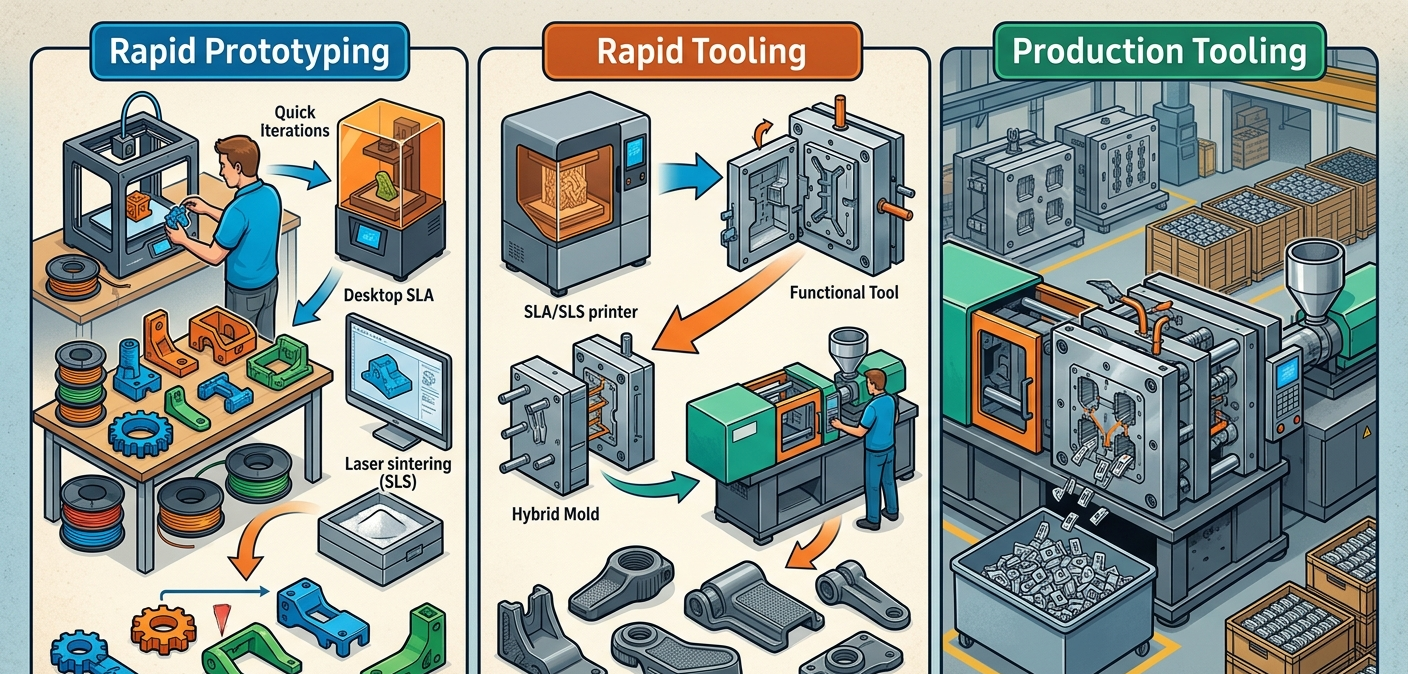
Rapid prototyping, rapid tooling, and production tooling are three steps on the same staircase — and confusing them costs hardware teams money. Each one has a different goal, a different lead time, and a different per-part economics. Knowing when to climb to the next step is one of the highest-leverage decisions in hardware product development.
This guide breaks down the three stages, explains where each one fits in a product’s lifecycle, and gives a clear decision framework for when to upgrade.
Side-by-Side Comparison
| Attribute | Rapid Prototyping | Rapid Tooling | Production Tooling |
|---|---|---|---|
| Goal | Validate design | Bridge production | Mass production |
| Output | 1–50 parts | 100–50,000 parts | 100K–10M+ parts |
| Tooling cost | $0 (no tool) | $3K–$15K (aluminum) | $25K–$150K (steel) |
| Tooling lead time | N/A | 1–3 weeks | 6–12 weeks |
| Tool life | N/A | 10K–100K shots | 1M+ shots |
| Per-part cost | Highest | Mid | Lowest |
| Tolerance | Looser (3DP), tight (CNC) | Tight (mold) | Tightest |
Rapid Prototyping: Validating the Design
Rapid prototyping is everything that happens before tooling. The goal is to validate the design — does it fit, does it work, does it look right — without committing capital to a mold.
Common rapid prototyping methods:
- 3D printing (FDM, SLA, SLS, MJF) for plastic prototypes
- CNC machining for functional metal and plastic parts
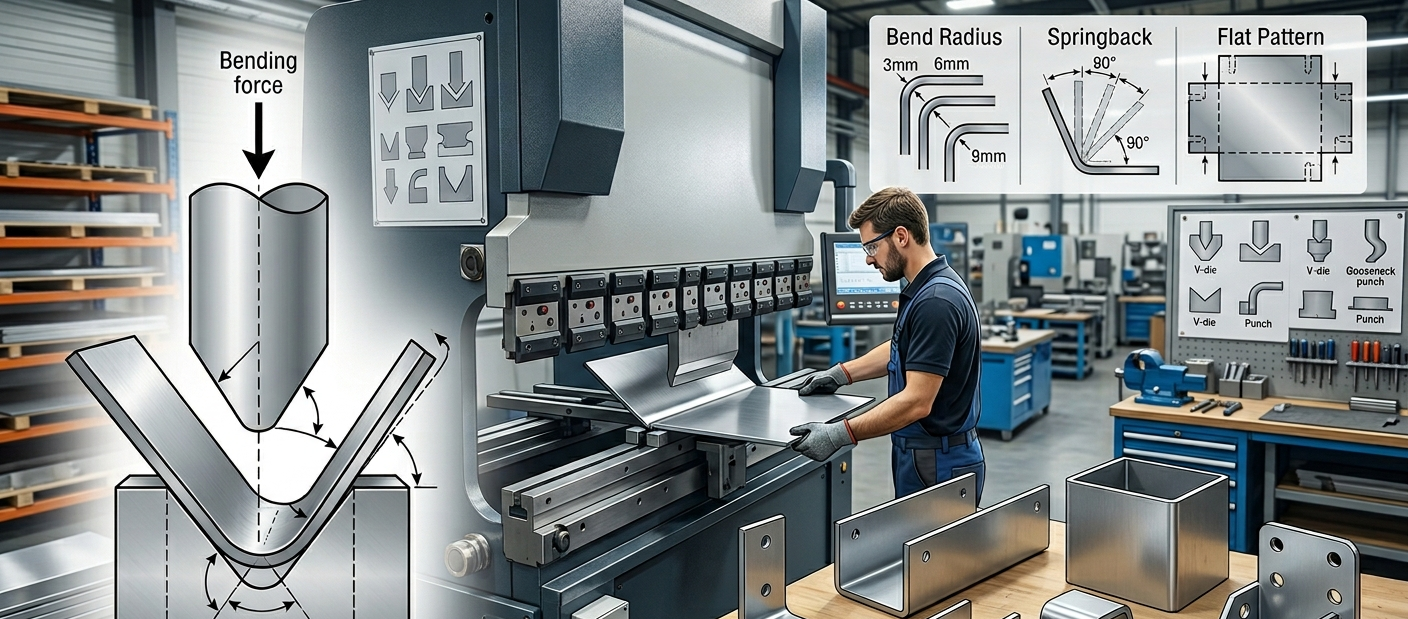
- Sheet metal fabrication for chassis and enclosure prototypes
- Urethane casting for cosmetic / quasi-production prototypes
When rapid prototyping is the right answer:
- Design is still changing
- Quantity is 1–50 parts
- Material doesn’t have to be the final production resin
- Lead time pressure is high (need parts in days, not weeks)
Rapid Tooling: Bridge Production
Rapid tooling refers to molds (and sometimes dies) cut from softer materials — typically aluminum or P20 pre-hardened steel — that can produce real injection-molded parts in 1–3 weeks instead of 6–8 weeks. Rapid tooling is what makes 1,000–10,000 part pilot runs economically viable.
When rapid tooling is the right answer:
- Design is locked in (or nearly so)
- Quantity is 500–50,000 parts
- You need real production-grade resin properties, not 3D-printed approximations
- Time-to-market matters more than long-term per-part cost
- You’re bridging production while a production tool is being cut
Rapid tool characteristics:
- Material: aluminum (fastest) or P20 steel (slightly more durable)
- Tool life: 10,000–100,000 shots before degradation
- Tooling cost: $3,000–$15,000 typical
- Lead time: 1–3 weeks
Production Tooling: Made for Million-Unit Runs
Production tooling is the final stage — hardened steel molds (H13, S136, NAK80) built for million-unit production over 5–10+ years. Production tools are slower to cut, more expensive to build, and engineered for precision and durability that rapid tools can’t match.
When production tooling is the right answer:
- Design is fully validated and frozen
- Annual demand exceeds 100,000 parts
- Tolerances need to hold over millions of cycles
- Surface finish must hit SPI A1 (mirror) or specific texture grades
- Multi-cavity tooling is justified (4, 8, 16, 32 cavities)
Production tool characteristics:
- Material: hardened steel (H13, S136 for corrosive resins)
- Tool life: 1 million+ shots
- Tooling cost: $25,000–$150,000+ for complex multi-cavity tools
- Lead time: 6–12 weeks
The Real Decision: When to Upgrade
The triggers to move up the staircase:
- Prototyping → Rapid Tooling: When 3D printing or urethane casting cost-per-part exceeds projected rapid-tool unit cost across the volume you’ll order in the next 6 months.
- Rapid Tooling → Production Tooling: When projected lifetime production exceeds the rapid tool’s lifespan (typically 50,000 shots), or when tolerance/cosmetic requirements exceed what a rapid tool can hold.
Common Mistakes
- Cutting production tooling too early — Locking in a design that hasn’t been validated through pilot production wastes $50,000+
- Staying in rapid prototyping too long — When you’re paying $25/part for 5,000 parts, you could have cut a $6,000 aluminum tool and dropped per-part cost to $1.50
- Skipping rapid tooling — Going straight from 3D printing to production tooling means no pilot run; you’re betting full capital on an unvalidated production process
- Confusing aluminum and steel tooling — They serve different volumes and lifespans, not interchangeable
How Suppliers Handle the Transition
Suppliers that handle all three stages — rapid prototyping, rapid tooling, and production tooling — make the transition seamless. The same shop that cuts your aluminum prototype tool can cut your hardened steel production tool from the same approved part design, eliminating re-qualification time.
XY Machining handles the full progression: 3D printing and CNC for prototyping, rapid aluminum tooling for bridge production, and hardened steel production tools for million-unit runs. Same QMS, same engineering team, same DFM standards across all three stages.
Frequently Asked Questions
How long does rapid tooling take?
Aluminum rapid tools typically cut in 1–2 weeks. P20 pre-hardened steel rapid tools take 2–3 weeks. The trade-off is tool life — aluminum lasts 10K–50K shots, P20 lasts 100K–250K shots.
How much does production tooling cost?
Single-cavity production tools start around $15,000. Multi-cavity hardened steel tools for complex parts run $50,000–$150,000+. Tool cost depends on cavity count, geometry complexity, and steel grade.
Can rapid tools be used for production?
Yes, for limited-volume production. Aluminum rapid tools are commonly used for pilot runs of 5,000–50,000 parts. They’re not built for million-unit lifetime production, so plan a transition to hardened steel as volume grows.
Do I need rapid tooling if I already have 3D printing?
If projected volume is below 500 parts and material requirements are flexible, you can stay with 3D printing or urethane casting. Above 500 parts in production-grade resin, rapid tooling typically wins on per-part economics.
What is the difference between aluminum and P20 tooling?
Aluminum tools are faster to cut (1–2 weeks) and cheaper but wear faster (10K–50K shots). P20 pre-hardened steel takes 2–3 weeks and costs more but lasts 100K–250K shots, making it better for medium-volume bridge production.
Bottom Line
Rapid prototyping validates design. Rapid tooling bridges production. Production tooling scales to mass production. Climb the staircase one step at a time — and pick a supplier that can handle all three so you don’t waste time re-qualifying every transition.