光纤激光切割是加工薄至中厚(0.5–25 毫米)钣金的首选工艺。水刀切割则是热敏材料、复合材料以及超出激光加工范围的厚度材料的理想选择。 等离子切割则是加工厚结构钢时经济实惠的选择,尤其适用于对切边质量公差要求较高的情况。了解公差、切边质量、热影响区及运营成本方面的差异,有助于避免因材料和应用场景不匹配而指定错误工艺的常见错误。.
激光切割、水刀切割与等离子切割:工艺对比
下表针对决定工艺选择的关键因素,对这三种切割工艺进行了比较。.
| 因子 | 光纤激光切割 | 水刀切割 | 等离子切割 |
|---|---|---|---|
| 材料范围 | 金属、部分塑料、木材 | 所有金属、玻璃、石材、复合材料、橡胶 | 仅限导电金属 |
| 最大钢板厚度 | 25–40 毫米(光纤) | 200 毫米以上(任何材料) | 50–150 毫米(空气等离子体);特殊情况下可更厚 |
| 标准公差 | ±0.10–0.25 毫米 | ±0.10–0.25 毫米 | ±0.50–1.00 毫米 |
| 精度公差 | ±0.05–0.10 毫米(典型值) | ±0.05–0.10 毫米(典型值) | ±0.25–0.50 毫米(最佳情况) |
| 边缘粗糙度(Ra) | Ra 1.6–6.3 µm | Ra 1.6–3.2 µm(光洁度模式) | Ra 12.5–25 µm(粗糙,需要二次加工) |
| 热影响区(HAZ) | 小号:每边 0.05–0.50 毫米 | 无:冷加工法 | 大:每边1–10毫米 |
| 材料硬化 | 是:热影响区(HAZ)较窄,对薄材料的影响较小 | 不 | 是:热影响区(HAZ)显著,热敏钢中会发生硬化 |
| 切割速度(6毫米钢板) | 高:3–12 米/分钟 | 低:0.5–2.5 米/分钟 | 非常高:5–15 米/分钟 |
| 每小时运营成本 | 中等规格:每小时30–70英镑(激光+辅助气体) | 高:每小时50–100英镑(泵+研磨剂) | 低档:每小时15–40英镑(电费+燃气费) |
| 切口宽度 | 0.1–0.3 毫米(非常窄) | 0.8–1.5 毫米(更宽) | 1.5–5.0 毫米(最宽处) |
| 最小特征 | 0.5–1.5 毫米的孔/槽 | 1.0–3.0 毫米(最小) | |
| 3.0–10 毫米(最小值,受热影响区限制) | |||
| 最佳材料 | 普通钢、不锈钢、铝(薄至中等厚度) | 钛、淬火钢、复合材料、石材 | 厚壁低碳钢和不锈钢结构工程 |
各种切割工艺的工作原理
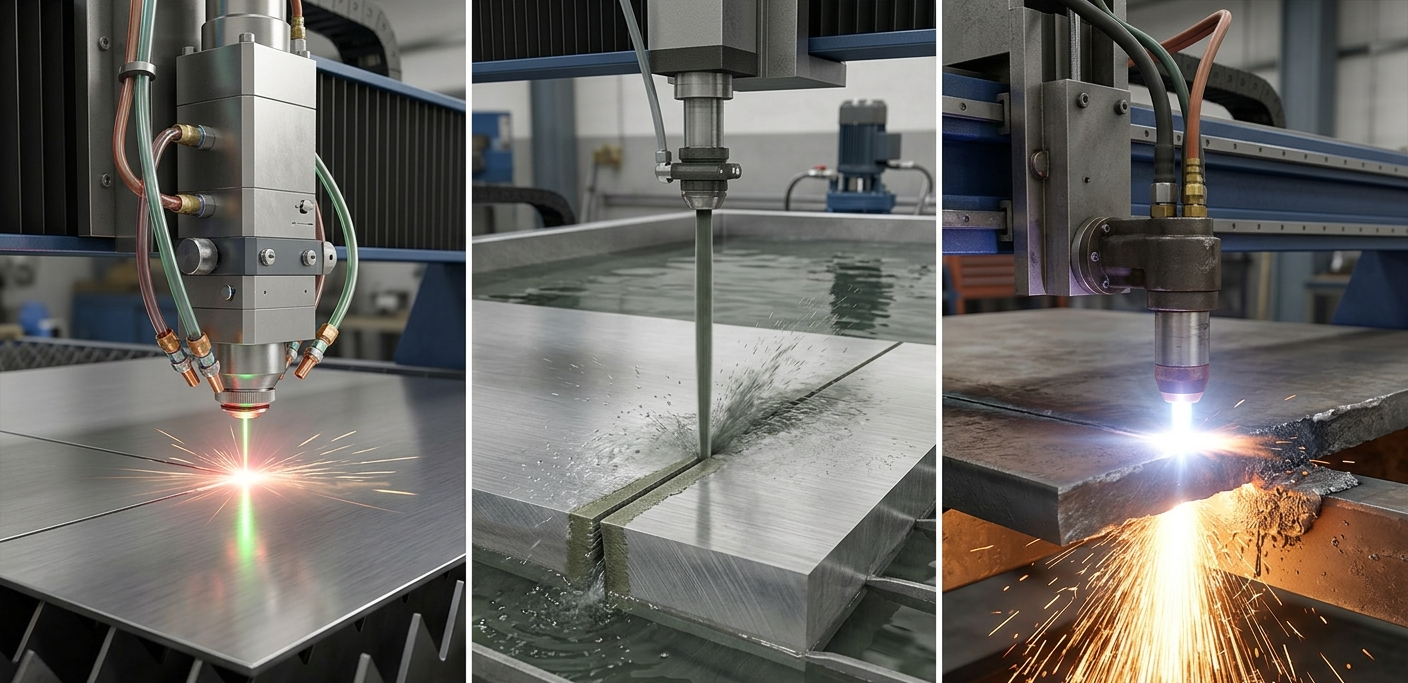
光纤激光切割
纤维 激光切割 采用镱掺杂光纤产生激光束——通常薄板加工功率为1–6 kW,中板为6–12 kW,厚板为15–30 kW。 光束通过切割头喷嘴聚焦成直径为0.1–0.3 mm的斑点,并照射到工件表面。 在焦点处,能量密度超过了材料的熔化和汽化阈值,辅助气体(不锈钢和铝材使用氮气,低碳钢使用氧气)将熔融材料从切缝中吹出。.
在现代领域,光纤激光器已基本取代了二氧化碳激光器 钣金加工 因为在加工薄材料(< 6 毫米)时,光纤激光器的加工速度是传统激光器的三到五倍,且运营成本更低 (无需消耗二氧化碳气体,无需调整镜片对准),且在切割高反射性金属时能获得更好的切边质量(铝和铜对光纤激光器1,070 nm波长的吸收效率高于对二氧化碳激光器10,600 nm波长的吸收效率)。 当前一代大功率光纤激光器(15–30 kW)现已能够切割厚度达40毫米的低碳钢和厚度达30毫米的不锈钢——这些厚度范围此前仅能通过等离子或火焰切割实现。.
水刀切割
水射流切割利用高压泵(通常为 3,800–6,200 巴 / 55,000–90,000 psi)将水压入直径为0.25–0.35毫米的蓝宝石或金刚石喷嘴,形成速度接近3马赫的凝聚射流。 在金属切割(磨料水射流)中,石榴石磨料颗粒(通常为80目)在喷嘴处被混入水流中,正是这些高速的磨料颗粒对材料进行侵蚀,而非仅靠水压本身。.
水刀加工的显著特点在于不产生任何热输入。由于材料未受到热能作用,因此不会产生热影响区、热变形、微观结构变化,也不会出现氢脆(这是某些切割工艺中处理特定高强度钢时需要关注的问题)。 这使得水射流成为切割以下材料的唯一合适选择:后续将进行焊接的钛部件(激光切割的钛件会形成一层薄的氧化边缘层,焊接前必须将其去除——水射流则无需此步骤)、淬火工具钢(激光会使边缘重新硬化或产生裂纹)以及碳纤维复合材料层压板 (激光会烧毁树脂基体并导致层压板分层)。.
等离子切割
等离子切割利用等离子电弧——即电极与工件之间的电弧将导电气体加热至超过20,000°C——来熔化并吹除金属。 等离子体气体(根据材料和质量要求,可选用空气、氮气、氧气或氩氢混合气)被电离至等离子态,并通过喷嘴导向切割表面。电路通过工件闭合(因此需要使用导电材料)。.
等离子切割的基本优势在于:在切割厚材料时速度快,且运行成本低。 空气等离子(将压缩空气同时用作等离子气体和保护气体)是最经济的配置,其切割头价格为$500–2,000,而使用气体混合物的精密等离子切割头价格则为$5,000–15,000。 在 25 毫米厚的低碳钢上,200 安培的等离子系统切割速度为 0.7–1.5 米/分钟,而水刀切割速度仅为 0.1–0.3 米/分钟;对于这种厚度,如果没有非常高功率(> 20 千瓦)的系统,标准光纤激光器无法达到这种切割速度。 其代价是边缘质量:等离子切割会产生较宽的切缝(1.5–5.0 mm)、切边上明显的斜面(通常为3–5度),以及较大的热影响区(1–10 mm),这使得在精密应用中需要进行二次打磨或机械加工。.
选择合适的流程:决策框架
在以下情况下应选择光纤激光器:
材料为低碳钢(< 25 毫米)、不锈钢(< 20 毫米)或铝(< 15 毫米)。公差要求为 ±0.10–0.25 毫米或更严格。 需要加工微小特征、孔或槽(最小特征尺寸为0.5–1.5 mm)。 需要大批量生产(激光加工速度可最大限度降低单件成本)。边缘质量必须达到可直接进行粉末喷涂、焊接或作为可见外露边缘的要求,且无需二次打磨。大多数精密钣金加工都属于这一类别,激光加工是合适的主要工艺。.
在以下情况下应选择水刀加工:
该材料对热敏感:钛(用于焊接组件)、淬火工具钢(D2、H13——激光会导致边缘开裂)、碳纤维复合材料(激光会烧毁树脂),或玻璃和石材。 材料厚度超出激光切割能力范围(对于大多数光纤激光器,厚度超过 25–40 毫米)。为满足后续工艺要求(如对切边进行无损检测、切割后硬度测试,或无需切边处理的直接焊接),切边必须完全不存在热影响区。 该材料会反射激光能量,无法被光纤激光器高效切割(铜厚度超过 4 毫米,黄铜厚度超过 6 毫米)。.
何时选择等离子电视:
材料为厚低碳钢(15–150 毫米)或厚不锈钢(15–80 毫米),每米切割成本是主要决定因素。切割表面在成为功能性表面之前,需经过二次加工、磨削或火焰预处理。 生产量非常大,且边缘质量的轻微下降是可以接受的。该零件属于结构钢部件(工字钢、钢板、角钢),±1–2 毫米的公差已足够。等离子切割不适用于精密外壳、仪器机箱,或任何切割边缘作为功能性或外观表面使用的零件。.
边缘质量:为何对下游作业至关重要
每次切割工艺产生的边缘质量直接决定了工件在投入使用前需要进行哪些二次加工。在不锈钢和低碳钢上,光纤激光切割产生的边缘表面粗糙度通常为 Ra 3.2–6.3 µm——其光滑程度足以直接进行粉末喷涂、用于可见的机箱边缘,以及 焊接后无需打磨. 采用高品质光纤激光器对不锈钢进行加工时,表面粗糙度可达 Ra 1.6–3.2 µm,适用于面向消费者的产品中外露的面板边缘。水刀切割在光滑表面模式下,边缘表面粗糙度为 Ra 1.6–3.2 µm,可与精细激光切割媲美。 等离子切割边缘的Ra值为12.5–25 µm或更粗糙——通常需要进行磨削或铣削,才能获得适用于任何精密应用的可用表面光洁度。.
激光和等离子切割产生的热影响区(HAZ)也会影响后续工序。激光热影响区(每侧0.05–0.5毫米,具体取决于材料和厚度)足够薄,对大多数应用的影响微乎其微。对于精密零件,可以通过在 数控铣削 机械加工或磨削。等离子切割产生的热影响区(每侧1–10毫米)足够显著,足以影响焊接质量(需预热)、硬度测试结果以及切割至接近最终尺寸的结构件的疲劳寿命。.
成本比较:是什么导致了价格差异
激光切割的设备成本处于中高水平(光纤激光系统:$150,000–$800,000美元),但与水刀相比,其每小时运行成本相对较低。 水刀的运行成本较高(磨料石榴石价格为 $0.20–0.50/kg, 消耗量为0.3–0.7 kg/min,即每小时仅磨料消耗就达$4–21),且切割速度较慢,因此在切割同等材料时,其每米切割成本是激光切割的3–6倍。 等离子切割的设备和运行成本最低,但加工质量也最低。对于信阳的数字制造平台,光纤激光是主要的切割技术——请将您的DXF或STEP文件上传至 xinyangmfg.com 获取激光切割即时报价和DFM反馈。.
结论
在激光、水刀和等离子切割之间做出选择时,很少仅考虑精度这一因素——关键在于将切割原理与材料、厚度、公差要求以及后续工艺相匹配。对于标准金属和常规厚度的精密钣金加工,光纤激光切割更具优势。而对于热敏材料、复合材料和厚截面工件,水刀切割则更具优势。 等离子切割则在高速、对成本敏感的厚型结构钢加工中表现优异。适用于钣金外壳、支架和结构面板的精密激光切割。.
常见问题解答
激光切割与水刀切割的主要区别是什么?
其根本区别在于热切割与冷切割。 光纤激光切割利用聚焦的高功率激光束熔化并汽化材料——这是一种热加工工艺,会在切口边缘产生一个较小的热影响区(HAZ)。水刀切割则利用高压水流(金属切割时会添加磨料石榴石颗粒)侵蚀材料,且不产生热量。 水刀切割不会产生热影响区,也不会造成热变形,且几乎可以切割任何材料。其取舍在于速度:在切割薄至中等厚度的金属时,水刀的速度远低于激光,因此对于标准厚度钢材和铝材而言,单件加工成本更高。.
在什么情况下应该选择水刀切割而不是激光切割?
在以下情况下应选择水刀切割:材料对热敏感(如钛、某些淬火钢,或激光热量会导致分层或微观结构损坏的复合材料); 材料厚度超出激光切割能力范围(例如,光纤激光切割钢材时厚度超过25毫米);材料为非金属(如石材、玻璃、橡胶、碳纤维复合材料);或者当后续工序(如焊接、热处理或对切割边缘本身进行材料测试)要求切边完全不存在热影响区时。.
在什么情况下等离子切割是最佳选择?
对于厚壁低碳钢和不锈钢(15–150 毫米),当切割速度是首要考虑因素且切边质量公差较大(±1 毫米可接受)时,等离子切割是理想的选择。 结构钢制造——包括用于建筑、采矿和重型设备的工字钢、钢板及结构角钢——是等离子切割的主要应用领域。 在公差和切边光洁度方面,等离子切割虽无法与激光或水刀相媲美,但对于结构件加工——其切割表面通常仍需进行二次加工(如磨削、铣削)——等离子切割因运营成本较低且在厚板加工中速度较快,因此成为更经济的选择。.
光纤激光切割能达到什么样的公差?
标准光纤激光切割平板时,切割特征的位置精度可达±0.10–0.25 mm。 配备自动对焦控制和稳定板材夹具的精密光纤激光系统(如通快TruLaser、阿玛达Ventis)在薄至中厚板材(最大6 mm)上可实现±0.05–0.10 mm的定位精度。 对于较厚材料(>10 mm),随着切缝宽度的增加,边缘垂直度的维持难度增大,公差会随之恶化。对于要求±0.050 mm或更严格公差的特征,需进行二次 数控加工 需要激光切割功能。.
什么是锯缝宽度?它为什么重要?
切缝宽度是指切割过程中被切除的材料宽度。光纤激光的切缝宽度为0.1–0.3毫米(非常窄),这使得零件能在板材上紧密排版,将材料浪费降至最低。水刀的切缝宽度为0.8–1.5毫米(较宽,取决于磨料喷嘴的直径)。 等离子切割的切口宽度为1.5–5.0毫米(最宽,取决于等离子电弧直径和间隙距离)。较窄的切口可减少钛和因科镍合金等昂贵材料的浪费。此外,它还能使特征之间的最小连杆宽度更小,并在单张板材上实现多零件的更紧密排版。.
新阳工业科技公司提供激光切割、水刀切割和等离子切割服务吗?
信阳工业科技以光纤激光切割作为主要的钣金切割工艺,可对厚度在0.5毫米至20毫米之间的普通钢、304/316不锈钢以及5052/6061铝合金进行精密激光切割。 公差:标准级为±0.10毫米;精密级为±0.05毫米。对于超出激光切割范围的材料和厚度,可通过新阳合作伙伴网络提供水刀和等离子切割服务。请联系新阳工程团队,针对您的具体材料和厚度探讨最佳的切割工艺。.


