A conformação de chapas metálicas transforma uma chapa plana em uma peça tridimensional por meio da aplicação de força para deformar o material de forma permanente — sem adicionar nem remover metal. A família de processos é ampla: a dobra molda a chapa ao longo de uma linha; a estampagem corta e molda geometrias complexas em uma ou poucas passadas; a estampagem profunda estica e redistribui o material para criar formas ocas, semelhantes a copos; a perfilagem por rolos faz passar uma tira contínua por uma série progressiva de rolos para produzir um perfil de seção transversal uniforme; e as operações de corte — puncionamento, cisalhamento, corte a laser ou por punção, jato de água — prepare a peça em bruto plana e faça furos e perfurações antes ou depois da conformação.
A maioria das peças de chapa metálica acabadas utiliza mais de um desses processos. Um gabinete típico pode ser cortado a laser a partir de chapas planas, perfurado para orifícios de ventilação, dobrado em uma prensa dobradeira e ter ferragens inseridas antes do acabamento. Compreender o que cada processo faz, qual geometria ele lida melhor e onde se situa no espectro volume versus custo de ferramentas permite que designers e engenheiros especifiquem a abordagem correta antes de solicitar um orçamento.
Este guia aborda cada um dos principais processos com profundidade suficiente para que você possa tomar essa decisão de especificação com confiança. Todos os processos descritos aqui fazem parte do nosso serviços de usinagem de chapas metálicas. Para saber mais sobre a escolha específica entre conformação geral e estampagem em diferentes volumes, consulte nosso guia “Conformação de chapas metálicas x estampagem”. Para regras de projeto específicas para dobra — fator K, margem de dobra e raio mínimo —, consulte nosso guia de projeto para dobra de chapas metálicas.
Dobragem
A dobra é a operação mais comum de conformação de chapas metálicas e a base da maioria das peças fabricadas. Uma prensa dobradeira aciona um punção contra uma matriz em V, forçando a chapa a se deformar ao longo de uma linha reta. O ângulo formado depende da distância percorrida pelo punção (dobragem a ar), se a chapa é pressionada totalmente contra as paredes da matriz (fundo) ou se é aplicada força extrema para moldar a dobra (conformação). Cada método envolve uma troca entre força e especificidade das ferramentas, por um lado, e precisão e repetibilidade, por outro.
A dobra em prensa-dobra oferece flexibilidade de equipamento: a mesma máquina pode produzir um suporte hoje, um gabinete amanhã e um painel de chassi no dia seguinte, bastando apenas trocar as ferramentas e o programa. A configuração é rápida — normalmente menos de uma hora para uma nova peça em uma prensa-dobra CNC bem equipada. O custo dos moldes é baixo, pois os punções e matrizes são itens padronizados, disponíveis em uma variedade de larguras de abertura em V e raios.
A geometria da dobra é limitada pela exigência de que a aba tenha comprimento suficiente para se encaixar na matriz, de que o raio de dobra não seja menor do que o permitido pelo material sem causar rachaduras e de que as dobras sejam sequenciadas de forma que as dobras anteriores não impeçam a prensa de realizar as posteriores. Para peças com muitas dobras em espaços apertados, vale a pena realizar uma simulação tridimensional de conformação no CAD antes que o trabalho seja encaminhado para a chapa.
Principais parâmetros de projeto para a dobra: material e espessura, raio interno da dobra (no mínimo uma espessura do material para aço carbono, 1,5 vez para alumínio e duas vezes para aço inoxidável), ângulo de dobra e se as dimensões no desenho são antes ou depois da dobra. Para os cálculos matemáticos do desenvolvimento do desenho plano, incluindo o fator K e a margem de dobra, consulte nosso guia de projeto de dobra de chapas metálicas. Para uma comparação detalhada entre a dobra a ar, a dobra por compressão e a cunhagem, consulte nosso guia dedicado a esses três métodos de dobra em V.
Estampagem
A estampagem utiliza um conjunto de matrizes personalizadas em uma prensa mecânica ou hidráulica para cortar e moldar chapas metálicas em alta velocidade. Em uma matriz de golpe único, uma única pressão produz a peça. Em uma matriz progressiva, a bobina de chapa passa por várias estações — cada uma adicionando um furo, entalhe, relevo, corte ou conformação — até que uma peça completa seja ejetada a cada curso da prensa. As matrizes de transferência movem peças em bruto separadas de uma estação para outra, para peças maiores ou mais complexas.
A estampagem é extremamente produtiva em grandes volumes. Uma matriz progressiva operando em uma prensa servoassistida pode produzir milhares de peças por hora com geometria consistente ao longo de toda a produção. As tolerâncias alcançáveis na estampagem — mais ou menos 0,05 mm ou melhores para furos perfurados e dimensões conformadas, quando a matriz está bem conservada — excedem o que a conformação em prensa dobradeira consegue manter de forma confiável em grande escala. A contrapartida está no custo das ferramentas e no prazo de entrega: uma matriz progressiva para uma peça moderadamente complexa custa, normalmente, dezenas de milhares de dólares e requer de seis a dezesseis semanas para ser construída e ajustada.
A estampagem é adequada para peças com altos volumes anuais, designs estáveis e geometria que se beneficia da conformação simultânea de múltiplas características: dobras compostas, relevos e nervuras para rigidez, abas e clipes integrados, cavidades estampadas e padrões precisos de furos. Suportes automotivos, painéis de eletrodomésticos, contatos elétricos e ferragens para produtos de consumo são aplicações clássicas da estampagem.
Estampagem profunda
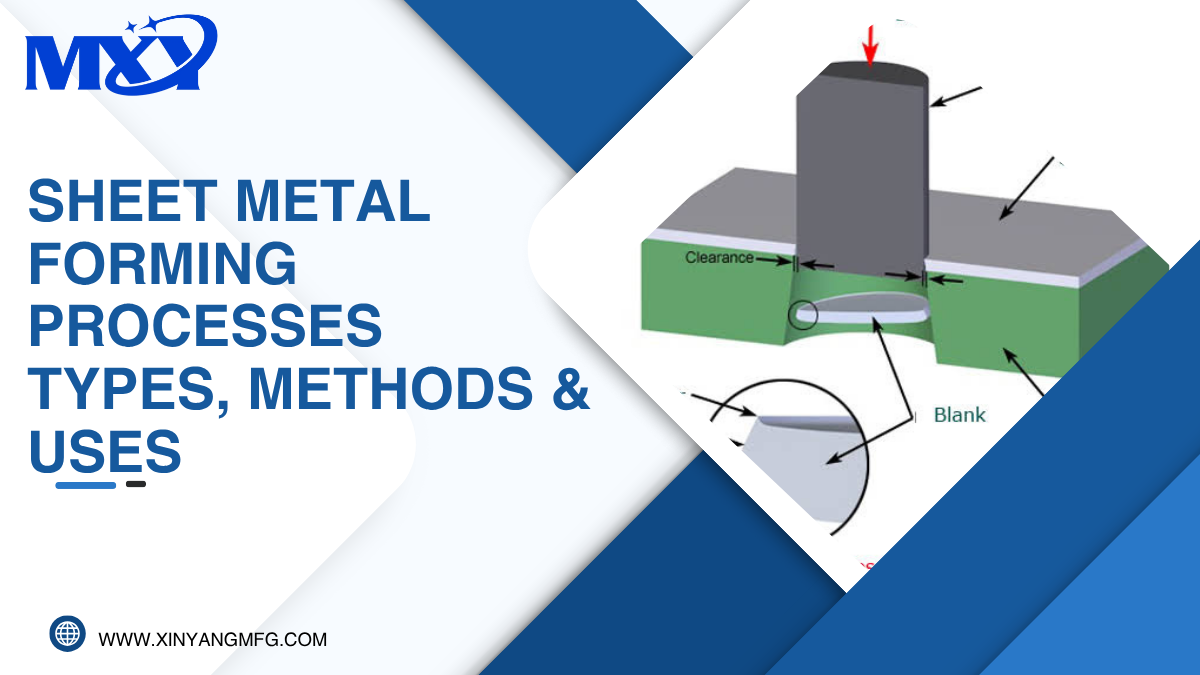
A estampagem profunda transforma uma chapa plana em uma forma oca tridimensional, pressionando um punção através da chapa para dentro da cavidade da matriz, enquanto um retentor de chapa mantém o material da aba imobilizado. O material da chapa flui para dentro a partir da aba, engrossando-se ligeiramente na aba e afinando-se na ponta do punção, para preencher a cavidade da matriz. Ao contrário da dobra, que deforma a chapa ao longo de uma linha, a estampagem profunda redistribui o material por uma ampla área, produzindo peças com paredes lisas e sem costura.
O parâmetro crítico de projeto na estampagem profunda é a relação de estampagem — a relação entre o diâmetro da chapa bruta e o diâmetro do punção (para peças circulares). Uma relação de estampagem acima de aproximadamente 2,0 a 2,2 em uma única etapa de estampagem normalmente causa rasgos ou enrugamentos e requer múltiplas etapas de estampagem com recozimento intermediário para permitir que o material se recupere. A ductilidade do material é o fator limitante: o aço de baixo carbono e os alumínios 3003 e 5052 apresentam boa capacidade de estampagem; o alumínio 6061-T6 e o aço inoxidável exigem índices mais conservadores e lubrificação cuidadosa.
A estampagem profunda produz peças sem costura e resistentes, com excelente integridade das paredes, razão pela qual é amplamente utilizada na fabricação de utensílios de cozinha, latas de bebidas, tanques de combustível automotivos, tampas de extremidade de vasos de pressão e caixas de proteção que exigem uma profundidade de estampagem superior ao diâmetro. Em grandes volumes, a estampagem profunda é muito econômica — o custo da matriz é distribuído por uma longa tiragem e os tempos de ciclo são rápidos. Em protótipos ou quantidades de baixo volume, o custo da matriz torna outras abordagens mais econômicas.
Perfilagem
Na perfilagem, uma tira metálica contínua passa por uma série de pares de rolos, sendo que cada conjunto adiciona um pequeno incremento de curvatura à seção transversal. Após passar por todas as estações de rolos, a tira é progressivamente moldada até atingir o perfil desejado. O perfil final é cortado no comprimento desejado por uma matriz móvel ou por uma prensa de corte a jusante.
A perfilagem é otimizada para peças com seção transversal constante ao longo de seu comprimento: perfis estruturais, perfis em forma de chapéu, perfis em Z, perfis tubulares, extrusões para caixilhos de portas e janelas, trilhos de montagem para painéis solares e painéis laterais de veículos automotores. Como o processo é contínuo, ele alcança taxas de produção muito altas e excelente consistência dimensional ao longo do comprimento da peça. A espessura do material é uniforme em toda a seção transversal, pois o processo dobra o material em vez de esticá-lo.
A limitação é que a perfilagem não permite alterações na seção transversal ao longo do comprimento da peça, não lida com peças curtas de maneira eficiente e requer um conjunto específico de rolos para cada perfil. As ferramentas de perfilagem são mais baratas do que as matrizes de estampagem, mas ainda assim são específicas para cada perfil. A perfilagem é, portanto, mais econômica para perfis consolidados e de alto volume do que para projetos únicos ou que mudam com frequência.
Operações de corte: corte a laser, puncionamento e cisalhamento
Os processos de conformação quase sempre são combinados com o corte para preparar a peça em bruto e fazer furos e perfurações. Os principais métodos de corte são o corte a laser, a puncionamento com torreta e a cisalhamento, cada um com seus pontos fortes.
O corte a laser CNC utiliza um feixe de laser focalizado para derreter ou vaporizar o material ao longo do trajeto de corte programado. Ele produz cortes limpos e precisos aparar as bordas em uma ampla variedade de materiais e espessuras, lida com perfis complexos sem a necessidade de ferramentas específicas para cada peça e é rápida de configurar a partir de um arquivo DXF ou DWG. O corte a laser é a opção padrão para corte e perfilagem de baixos a médios volumes, perfis externos complexos e materiais com espessura de até cerca de 25 mm, dependendo do tipo e da potência do laser.
A puncionaria com torre utiliza um compartimento giratório de ferramentas para perfurar orifícios, ranhuras e aberturas em alta velocidade. É mais rápida do que o laser para padrões repetitivos de orifícios e pode formar pequenos detalhes, como covinhas e rebaixamentos, na mesma operação. As ferramentas de puncionaria têm baixo custo e o processo funciona bem em aço macio com espessura de até cerca de 6 mm.
A cisalhagem realiza cortes retos de forma rápida e econômica para o recorte de peças retangulares. Não envolve custo de ferramentas, mas se limita a cortes retos. O entalhe, utilizado para preparar cantos para a dobra, e o recorte, utilizado para cortar o contorno de um molde plano complexo, são operações intimamente relacionadas, frequentemente realizadas no mesmo equipamento.
Como escolher um processo de conformação
| Processo | A Melhor Geometria | Faixa de volume | Custo de ferramentas | Restrição principal |
| Dobragem | Suportes, caixas e painéis com dobras | Do protótipo ao nível avançado | Baixo — ferramentas padrão | Comprimento da flange, sequência de curvas, limites de raio |
| Estampagem | Peças moldadas complexas com múltiplas características | Alto a muito alto | Alto — conjunto de matrizes personalizadas | Prazo de entrega longo; o projeto deve estar finalizado |
| Estampagem profunda | Copos, cilindros, peças ocas sem costura | Médio a alto | Médio-alto — punção e matriz combinadas | Relação de estiramento, ductilidade do material |
| Perfilagem | Peças longas com seção transversal constante | Alto | Médio — rolos específicos para cada perfil | Não há variação na seção transversal ao longo do comprimento |
| Corte a laser | Perfis planos complexos, qualquer padrão de furos | Qualquer | Nenhuma — não são necessárias ferramentas específicas para a peça | Largura do corte, zona afetada pelo calor em material fino |
Adapte o processo à geometria da peça e ao volume anual previsto. Para peças de baixo volume e geometria genérica, a dobra em prensa-dobra combinada com o corte a laser atende à grande maioria das necessidades de forma econômica. Para formas ocas, a estampagem profunda produz o resultado mais resistente e com maior eficiência de material. Para peças de alto volume com características de conformação complexas, a estampagem oferece o menor custo por peça. Para perfis longos e constantes, a perfilagem é imbatível. A maioria das peças de produção combina processos: corte a laser, seguida de dobra, inserção de parafusos e acabamento.
Perguntas frequentes
O que é a conformação de chapas metálicas?
A conformação de chapas metálicas é qualquer processo que transforma material em folha plana em uma peça tridimensional por meio da aplicação de força, deformando permanentemente o material sem adicionar ou remover material. Os principais processos de conformação são a dobra, a estampagem, a estampagem profunda e a perfilagem, geralmente combinados com operações de corte — corte a laser, puncionamento ou cisalhamento — para preparar a chapa em bruto e fazer furos.
Qual é a diferença entre dobra e estampagem profunda?
A dobra deforma a chapa ao longo de uma linha reta para criar um ângulo ou uma curva — o material fora da linha de dobra não é significativamente afetado. A estampagem profunda redistribui o material por uma grande área, pressionando um punção através da chapa bruta para dentro da cavidade de uma matriz, formando uma peça tridimensional oca, como um copo, um cilindro ou um invólucro. A estampagem profunda envolve um fluxo de material substancialmente maior e requer maior ductilidade no material da peça.
Qual processo de conformação é o mais adequado para grandes volumes?
A estampagem e a perfilagem são as técnicas mais econômicas em grandes volumes. A estampagem é adequada para peças com formas complexas produzidas em grandes quantidades, nas quais um conjunto de matrizes personalizadas pode ser amortizado ao longo da produção. A perfilagem é adequada para peças longas com perfil de seção transversal uniforme, nas quais a velocidade de produção contínua é fundamental. Ambas exigem um investimento significativo em ferramentas, que só se justifica com um volume suficiente.
É possível combinar diferentes processos de conformação em uma única peça?
Sim — a maioria das peças de chapa metálica utiliza uma combinação de processos. Uma peça típica pode ser cortada a laser para definir o perfil, perfurada para a realização de furos, dobrada em uma prensa dobradeira, submetida a estampagem profunda para a formação de um recesso e, por fim, submetida ao acabamento. As matrizes de estampagem progressiva integram muitas dessas operações em uma única ferramenta. Entender quais processos estão disponíveis nas instalações do seu fornecedor ajuda a projetar peças que passam de forma eficiente pelo processo de produção.


