板金成形とは、金属を付加したり除去したりすることなく、力を加えて材料を恒久的に変形させることで、平らな板を立体的な部品に変える加工法です。 この一連の加工プロセスは多岐にわたります。曲げ加工は、線に沿って板材を成形します。スタンピングは、1回または数回の打撃で複雑な形状を打ち抜き、成形します。深絞り加工は、材料を引き伸ばして再配分し、中空のカップ状の形状を作り出します。 ロール成形は、連続したストリップを段階的な一連のロールに通して、均一な断面形状を作り出します。また、切断加工には、パンチング、シャーリング、, レーザー切断またはパンチ切断, ウォータージェット — 平らなブランクを準備し、成形の前後で穴やミシン目を入れる。.
完成した板金部品のほとんどは、これらの工程のうち複数のものを組み合わせて製造されています。 典型的な筐体の場合、平板をレーザー切断し、通気孔をパンチングで打ち抜き、プレスブレーキで曲げ加工を施した後、仕上げ工程の前に金具を取り付けるといった工程を経ることがあります。各工程の役割、どの形状に最も適しているか、そして生産量と金型コストのバランスにおいてどの位置にあるかを理解することで、設計者やエンジニアは見積もりを依頼する前に適切なアプローチを指定することが可能になります。.
このガイドでは、仕様を自信を持って決定できるよう、各主要なプロセスについて十分に詳しく解説しています。ここで説明するすべてのプロセスは、当社の 板金加工サービス. 生産数量に応じた一般的な成形とプレス加工の具体的な選択については、当社の「板金成形とプレス加工の比較ガイド」をご覧ください。曲げ加工特有の設計ルール(K係数、曲げ代、最小曲げ半径)については、当社の 板金曲げ設計ガイド.
曲げ
曲げ加工は、板金成形工程の中で最も一般的なものであり、ほとんどの加工部品の基礎となるものです。プレスブレーキは、パンチをV型ダイに押し込み、板金を直線に沿って変形させます。 形成される角度は、パンチの移動距離(エアベンディング)、板金がダイの壁面に完全に押し付けられるかどうか(ボトミング)、あるいは曲げ部に極度の力を加えてコイン成形を行うかどうか(コイン成形)によって異なります。各手法は、精度と再現性との引き換えに、必要な力や金型の特異性を要します。.
プレスブレークによる曲げ加工は、設備の柔軟性に優れています。同じ機械で、今日はブラケット、明日は筐体、明後日はシャーシパネルを、金型とプログラムを変更するだけで製造できます。セットアップも迅速で、設備の整ったCNCプレスブレークであれば、新しい部品のセットアップに通常1時間未満で済みます。 パンチやダイは、さまざまなV字開口幅や半径のものが標準品として入手可能であるため、金型コストは低く抑えられます。.
曲げ形状の決定にあたっては、フランジが金型に載るのに十分な長さであること、材料が割れずに許容する範囲を超えて曲げ半径を小さくできないこと、そして、先行する曲げ加工が後続の曲げ加工の妨げにならないよう、曲げ順序を適切に設定する必要があるという制約があります。 狭いスペースに多数の曲げ加工がある部品については、製造現場に作業が移る前に、CADを用いた3次元成形シミュレーションを実施する価値がある。.
曲げ加工における主要な設計要素:材質と板厚、内側曲げ半径(軟鋼の場合は板厚の1倍以上、アルミニウムの場合は1.5倍以上、ステンレスは2倍以上)、曲げ角度、および図面上の寸法が曲げ加工前か後かを明記すること。 K係数や曲げ代を含む展開図作成の計算方法については、当社の「板金曲げ設計ガイド」をご参照ください。エアベンディング、ボトムベンディング、コインベンディングの詳細な比較については、これら3つのV曲げ工法に関する専用ガイドをご参照ください。.
スタンピング
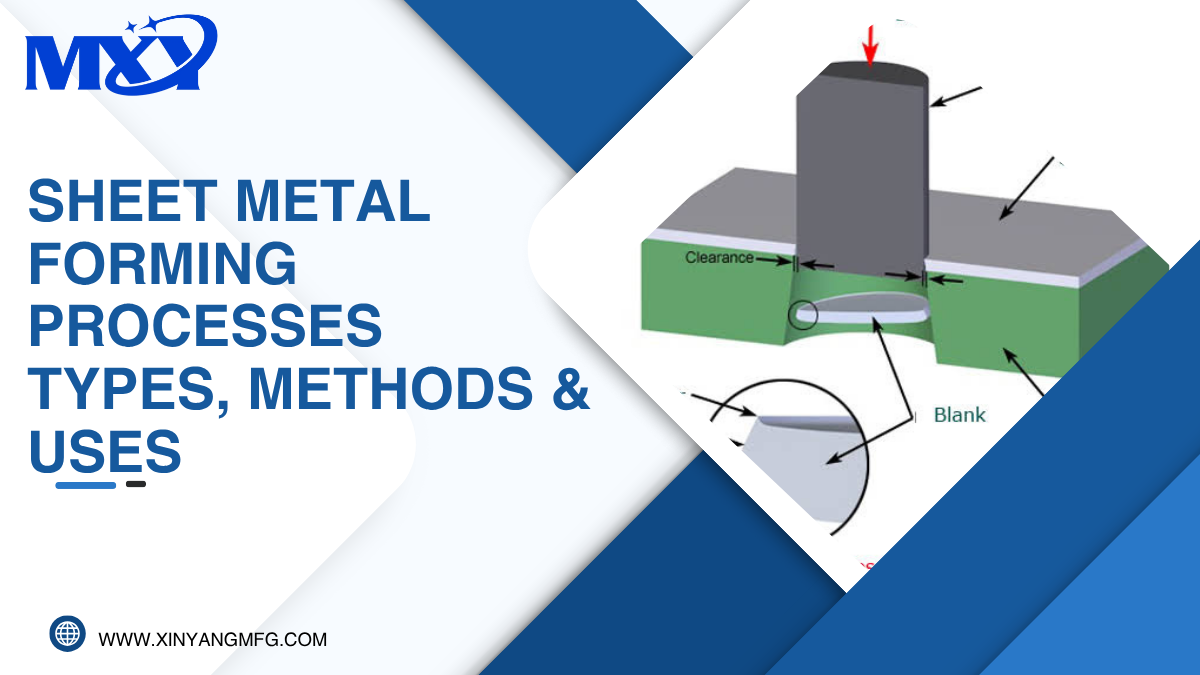
プレス加工では、機械式または油圧式のプレス機に特注の金型セットを使用し、板金を高速で切断・成形します。シングルヒット金型では、1回のストロークで部品が完成します。 順送金型では、コイル材が複数のステーションを通過し、各ステーションで打ち抜き、ノッチ加工、エンボス加工、ランス加工、または成形が順次行われ、プレスの1ストロークごとに完成した部品が排出されます。トランスファー金型は、より大型または複雑な部品を製造するために、個別のブランクをステーションからステーションへと移動させます。.
プレス加工は、大量生産において極めて高い生産性を発揮します。 サーボプレスで稼働する順送金型を使用すれば、生産工程全体を通じて一貫した形状を維持しながら、1時間あたり数千個の部品を生産することができます。プレス加工で達成可能な公差(金型が適切にメンテナンスされている場合、打ち抜き穴や成形寸法において±0.05 mm以下)は、プレスブレーキ成形が大量生産において確実に維持できる公差を上回ります。 その代償となるのが、金型コストとリードタイムです。中程度の複雑さを持つ部品用の順送金型は、通常、数万ドルのコストがかかり、製作とデバッグに6~16週間を要します。.
プレス加工は、年間生産量が多く、設計が安定しており、複合曲げ、エンボス加工、剛性を高めるリブ、一体成型のタブやクリップ、絞りポケット、精密な穴パターンなど、複数の形状を同時に成形できる利点を活かせる部品に適しています。自動車用ブラケット、家電製品のパネル、電気接点、民生用金具などは、プレス加工の代表的な用途です。.
深絞り
深絞りとは、ブランクホルダーがフランジ部の材料を固定している間に、パンチをブランクを通して金型のキャビティに押し込むことで、平らなブランクを中空の立体形状に成形する加工法である。 ブランク材はフランジ部分から内側へと流動し、フランジ部分ではわずかに厚くなり、パンチの先端部分では薄くなることで、金型のキャビティを埋め尽くします。線に沿ってシートを変形させる曲げ加工とは異なり、深絞り加工では材料が広い範囲に再配分されるため、継ぎ目のない滑らかな壁面を持つ部品が製造されます。.
深絞りにおける重要な設計パラメータは、絞り比、すなわちブランク径とパンチ径の比率(円形部品の場合)です。通常、1回の絞り工程で絞り比が約2.0~2.2を超えると、破れやしわが生じやすいため、材料が回復できるよう、中間焼鈍を挟んだ複数の絞り工程が必要となります。 材料の延性が制限要因となります。低炭素鋼およびアルミニウム3003、5052は成形性が良好ですが、アルミニウム6061-T6やステンレス鋼の場合は、より保守的な成形比を設定し、潤滑に細心の注意を払う必要があります。.
深絞り加工は、継ぎ目がなく強度が高く、肉厚の均一性に優れた部品を製造できるため、直径よりも深い絞り深さを必要とする調理器具、飲料缶、自動車用燃料タンク、圧力容器の端蓋、および筐体などの分野で主流となっています。大量生産においては、深絞り加工は非常に費用対効果が高く、金型コストは長期にわたる生産に分散され、サイクルタイムも短いです。 一方、試作や少量生産の場合、金型コストの負担が大きいため、他の製造手法の方が経済的となります。.
ロール成形
ロール成形では、連続した金属ストリップを一連の対になったロールに通し、各セットで断面を少しずつ曲げていきます。すべてのロールステーションを通過すると、ストリップは徐々に所定の断面形状に成形されます。完成した断面材は、フライングダイまたは下流側の切断プレスによって所定の長さに切断されます。.
ロール成形は、全長にわたって断面が一定である部品(構造用チャンネル、ハット形断面、Z形断面、管状プロファイル、ドア・窓枠用押出成形品、ソーラーパネル用取り付けレール、自動車用ロッカーパネルなど)に最適です。このプロセスは連続式であるため、非常に高い生産性を発揮し、部品の全長にわたって優れた寸法安定性を実現します。 この工程では、材料を引き伸ばすのではなく曲げるため、断面全体にわたって材料の厚みが均一になります。.
ロール成形の制限としては、部材の長さに沿って断面形状を変更することができないこと、短い部材の加工効率が低いこと、そしてプロファイルごとに専用のロールセットが必要となることが挙げられます。ロール成形用の金型はプレス金型よりも安価ですが、それでもプロファイルごとに専用のものが必要です。 したがって、ロール成形は、単発の設計や頻繁に変更される設計よりも、定型化された大量生産向けのプロファイルにおいて最も経済的です。.
切削加工:レーザー切断、パンチング、せん断
成形工程では、ほぼ必ず切断工程と組み合わせて、ブランクを準備したり、穴やミシン目を入れたりします。主な切断方法には、レーザー切断、タレットパンチプレス、せん断があり、それぞれ異なる長所を持っています。.
CNCレーザー切断では、集束させたレーザービームを用いて、プログラムされた切断経路に沿って材料を溶かしたり気化させたりします。これにより、きれいで正確な 端をトリミングする 幅広い素材や厚さに対応し、部品ごとに専用の金型を用意することなく複雑な形状の加工が可能で、DXFやDWGファイルからのセットアップも迅速に行えます。レーザー切断は、小~中ロットのブランキングやプロファイリング、複雑な外形加工、およびレーザーの種類や出力に応じて最大約25 mmの厚さまでの素材の加工において、標準的な選択肢となっています。.
タレットパンチプレス加工では、回転式の工具マガジンを用いて、穴、スリット、ルーバーなどを高速で打ち抜きます。反復的な穴あけパターンにおいてはレーザー加工よりも高速であり、同じ工程でディンプルや皿穴などの微細な形状も成形可能です。パンチ工具は低コストであり、この加工法は厚さ約6 mmまでの軟鋼に最適です。.
せん断加工は、長方形の素材を打ち抜き加工する際、直線を迅速かつ経済的に切断します。金型費用はかかりませんが、直線切断に限られます。曲げ加工のための角の加工に用いられるノッチ加工と、複雑な平面図形の輪郭を切断する打ち抜き加工は、密接に関連した工程であり、多くの場合、同じ設備で行われます。.
成形プロセスの選び方
| プロセス | 最高の幾何学 | 体積範囲 | 金型費 | 主要な制約条件 |
| 曲げ | ブラケット、筐体、曲げ加工が施されたパネル | プロトタイプからハイレベルまで | 低 — 標準工具 | フランジの長さ、曲げ順序、半径の制限 |
| スタンピング | 複雑な多機能成形部品 | 高い~非常に高い | ハイ — 特注ダイセット | リードタイムが長いため、設計は確定させておく必要がある |
| 深絞り | カップ、シリンダー、シームレス中空部品 | 中~高 | 中~高 — パンチとダイの組み合わせ | 引張比、材料の延性 |
| ロール成形 | 断面が一定な長い部品 | 高い | Medium — プロファイル専用ロール | 長さ方向に沿って断面の変化がない |
| レーザー切断 | 複雑な平型断面、あらゆる穴の配置 | いずれか | なし — 部品専用の工具は不要 | 薄板における切り込み幅、熱影響部 |
部品の形状や予想される年間生産量に合わせて加工プロセスを決定します。生産量が少なく、形状が一般的な部品の場合、プレスブレーキによる曲げ加工とレーザー切断を組み合わせることで、要件の大部分を経済的に満たすことができます。中空形状の場合、深絞り加工を行うことで、最も強度が高く、材料効率に優れた結果が得られます。複雑な成形形状を持つ大量生産部品の場合、プレス加工を行うことで、1個あたりのコストを最小限に抑えることができます。 長尺で形状が一定な部品の場合、ロール成形に勝るものはありません。ほとんどの量産部品では、レーザー切断、曲げ加工、金具の挿入、仕上げといった工程を組み合わせています。.
よくある質問
板金成形とは何ですか?
板金成形とは、平らな板材に力を加えて、材料の増減を行うことなく恒久的に変形させ、立体的な部品に成形するあらゆる工程を指します。 主な成形プロセスには、曲げ、スタンピング、深絞り、ロール成形があり、通常は、ブランクを準備したり穴を開けたりするために、レーザー切断、パンチング、せん断などの切断加工と組み合わせて行われます。.
曲げ加工と深絞り加工の違いは何ですか?
曲げ加工では、直線に沿って板材を変形させて角度や曲線を作ります。曲げ線より外側の材料には、大きな影響は及びません。深絞り加工では、パンチをブランクを通して金型のキャビティに押し込むことで、材料を広い範囲に再配分し、カップ、円筒、筐体などの中空の三次元形状を形成します。 深絞り加工では、はるかに多くの材料流動が生じるため、被加工材にはより高い延性が求められます。.
大量生産には、どの成形プロセスが最適でしょうか?
大量生産においては、プレス加工とロール成形が最もコスト効率に優れています。プレス加工は、特注の金型セットのコストを生産ロット全体で償却できる、大量生産される複雑な成形部品に適しています。一方、ロール成形は、断面形状が均一で、連続生産の速度が重要な長い部品に適しています。いずれも多額の金型投資が必要であり、十分な生産量があって初めて投資回収が可能となります。.
1つの部品に対して、異なる成形プロセスを組み合わせることは可能ですか?
はい。ほとんどの板金部品は、複数の工程を組み合わせて製造されます。典型的な部品の場合、レーザー切断で形状を切り出し、パンチングで穴を開け、プレスブレーキで曲げ加工を行い、ポケット形状を形成するために深絞り加工を施し、仕上げ加工を行うといった流れになります。 順送金型は、これらの工程の多くを1つの金型に統合しています。サプライヤーの製造現場でどの工程が利用可能かを把握しておくことは、生産ラインを効率的に流れるような部品を設計する上で役立ちます。.


