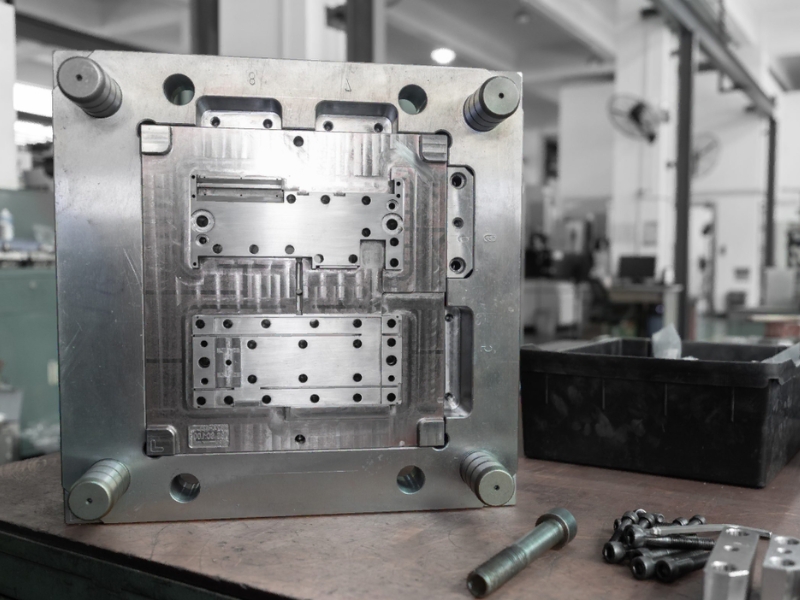
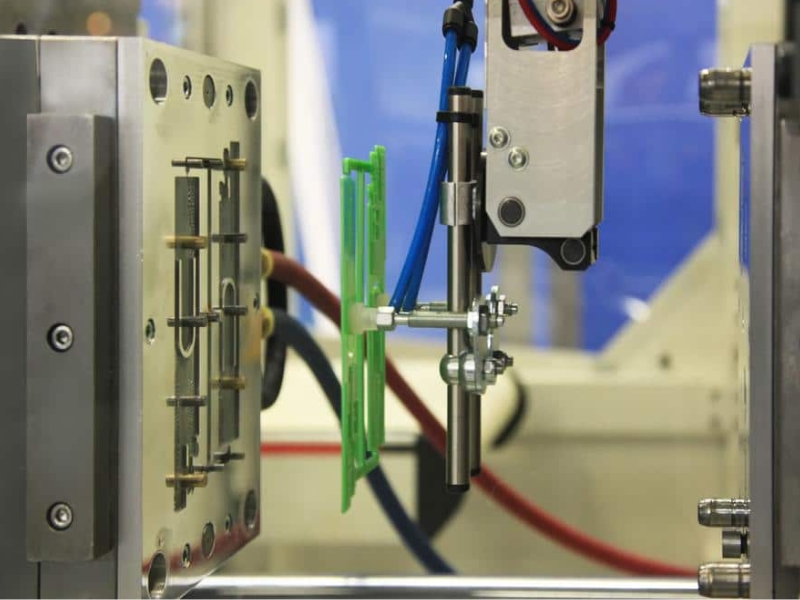
It depends on your volume and how long the tool must last. Aluminum molds are cheaper and faster to cut, which makes them ideal for low volume injection molding services, bridge production, and design validation, typically up to several thousand parts. Hardened steel molds cost more upfront but survive hundreds of thousands to millions of shots, so they win on cost per part at high volume. We support both aluminum for rapid tooling and hardened steel for production, and we recommend the right one for your quantity during DFM.