当社の高度なCNCフライス加工ソリューションで、お客様のデザインの可能性を最大限に引き出しましょう。XY Machiningでは、比類のない精度で複雑な部品を製造しています。.
製造業全般にわたるトレンド、洞察、ベストプラクティスを探ってみましょう。.
製造プロセスに関する貴重な知見を得ることができます。.
各企業が当社の製造サービスを活用して、課題を解決し、開発を加速させた事例をご覧ください。.
プロジェクトの要件に合わせて、さまざまな金属、プラスチック、発泡材をご覧ください。.
当社のチーム、技術力、そして精密製造への取り組みについてご覧ください。.
製造性の向上、コスト削減、製品性能の向上に役立つ実践的なヒントを学びましょう。.
各企業がMXYの加工サービスを活用して、課題を解決し、開発を加速させた事例をご覧ください。.
現代の製造業を形作る最新技術に関する最新情報を入手しましょう。.
外観と機能性を高めるための表面仕上げの選択肢を検討してください。.
加工公差と、それが部品の嵌合、精度、およびコストにどのような影響を与えるかを理解する。.
MXY Machiningの厳格な品質管理プロセスにより、部品の品質と一貫性を確保します。.
ホーム - 射出成形 - プラスチック射出成形
プラスチックから、品質が安定した、量産対応のプラスチック部品を入手する 射出成形 再現性のある品質、適切な樹脂、そして誠実な納期を求めるエンジニアのために構築されたサービスです。XY Machiningは、50種類以上のエンジニアリング熱可塑性樹脂を用いた科学的な射出成形を手掛けており、試作金型の製作や小ロットのプラスチック射出成形から、焼入れ鋼を用いた大量生産まで幅広く対応しています。.
CADファイルをアップロードし、金型製作前にDFMおよびモールドフローに関するフィードバックを受け取り、厳しい公差を満たした部品を、コスト面でのトレードオフを事前に明確に示した上で受け取ることができます。.
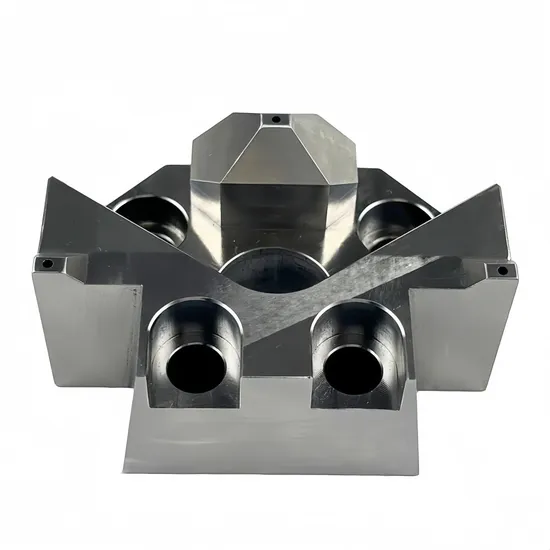
プラスチック射出成形は、溶融した熱可塑性樹脂を高圧下で精密な金型に射出することでプラスチック部品を製造する、高効率なプロセスです。プラスチックが冷却・固化すると、部品は一貫した形状、厳しい公差、そして数千回の成形にわたり再現性のある精度を保った状態で金型から取り出されます。.
で XY加工 当社は、射出成形金型とモールドフロー解析、およびサイエンティフィック・モールディングを組み合わせることで、汎用ABSやポリプロピレンから、PC、PA66、POM、PEEKなどのエンジニアリンググレードに至るまで、さまざまな樹脂を用いた複雑な形状の成形を実現しています。このプロセスにより、以下のことが可能となります。 ラピッドプロトタイピング, 、小ロット生産、および量産に対応しており、生産数量が増えるにつれて固定の金型コストがより多くの部品に分散されるため、1個あたりのコストは大幅に低下します。.
高品質な成形は、プレス機だけでなく、工程管理にかかっています。当社の社内エンジニアリング部門では、生産開始前にDFM解析、材料検証、金型最適化を行い、その後、科学的な成形手法と文書化された品質管理を通じて、安定したサイクルタイムと一貫した部品品質を維持しています。.
少量生産向けのプラスチック射出成形用ラピッド・ツールやブリッジ・ツールから、焼入れ鋼製の量産用金型に至るまで、再現性と長期的な生産の成功に注力するパートナーが1社で対応いたします。金型の製作に着手する前に、達成可能な公差、樹脂の挙動、コスト要因を確認するため、お客様はトレードオフを明確に把握した上でご発注いただけます。.
マット仕上げから高光沢の化粧仕上げに至るまで、標準的な金型研磨レベル。.
均一なマットな質感を作り出し、工具跡を目立たなくし、表面の均一性を高めます。.
グリップ性、視覚的な魅力、あるいはブランド独自のパターンを実現するための、金型によるカスタムテクスチャ加工。.
高品質な金型用鋼材を用いて、化粧品用または光学グレードの部品に対して多段階研磨を施す。.
これらの仕様は、ほとんどのエンジニアリング成形作業を網羅しています。一般的な公差は、プラスチック部品に関するISO 20457に準拠しており、樹脂および形状が許容する範囲において、±0.05 mmの精度が確保されます。 成形プラスチックは冷却に伴い収縮するため、また厳格な公差指定は材料の選択や肉厚の設計に依存するため、DFMの過程で各形状要素ごとに達成可能な公差を確認します。.
特集
仕様
一般的な公差
プラスチック射出成形部品に関するISO 20457規格
精密公差
材質によって異なりますが、最大±0.05 mmの精度が得られます
最小肉厚
通常0.8 mm(樹脂の種類によって異なります)
部品の最大サイズ
金型によっては最大1200 × 1000 × 500 mm
最小部品サイズ
数ミリメートル程度の小型精密部品
生産量
試作:1~100個、小ロット:100~10,000個、大ロット:10,000個以上
厳格な寸法管理と安全管理の下で製造される高精度成形部品。医療機器や診断機器向けのプラスチック射出成形を支援しています。.
適合性、耐熱性、再現性が求められる分野向けの、微細精度のハウジング、コネクタ、および筐体。.
高負荷・高温環境下でも耐久性に優れた成形部品は、自動車用プラスチック射出成形業務の中核をなすものです。.
自動化システム向けの特注成形ハウジング、カバー、および構造部品。.
これらの事例は、自動車、医療、民生用電子機器、および産業用途にわたる精密射出成形部品を紹介しています。複雑な筐体から細部まで精巧に作り込まれた機能部品に至るまで、いずれも最適化された金型設計、適切なゲート配置と冷却設計、入念な材料選定、そしてISO規格に準拠した生産が反映されています。.
アイデアから実用的な成形部品までを迅速に実現するアルミニウム製金型。スピードと精度の両方が求められる試作や少量生産に最適です。.
長期的な耐久性を考慮して設計された堅牢な金型により、本格的な量産においても一貫して高精度な部品を供給します。.
当社は、CNC加工部品を期日通りに納品すること、および以下の3つの簡単なステップを通じて、そのプロセスを完全に透明化することを保証いたします:
3Dモデルをご提出いただければ、金型製作前に、肉厚、ゲート、抜き勾配に関するDFMおよびモールドフローのフィードバックを受け取ることができます。.
金型の承認後、部品は科学的成形プロセス管理の下、工程内検査を行いながら製造されます。.
部品は寸法検査および外観検査に合格しており、ご要望に応じて品質管理(QC)書類を添付して出荷いたします。.
生産量が増えるにつれて、1個あたりのコストは大幅に低下します。これは、固定の金型コストが製造するすべての部品に分散されるためです。 $10,000の金型の場合、生産数が10,000個では部品1個あたり約1ドルのコスト増となりますが、100,000個ではわずか10セントのコスト増にとどまります。これが、成形が大量生産プロセスである理由です。 生産数量以外にも、最大のコスト要因となるのは、樹脂(汎用ABSやPPは安価ですが、PC、ガラス繊維強化ナイロン、PEEKは数倍のコストがかかります)、部品サイズ、サイクルタイム、および二次加工です。DFMの過程でこれらのコスト要因を分析し、どこにコストをかけるべきか、どこを簡素化すべきかを判断できるようにします。.
弊社では固定の最小発注数量(MOQ)を強制することはありませんが、金型やセットアップには固定費がかかるため、生産ロットが非常に少ない場合は、1個あたりの単価が高くなります。 このトレードオフについては、当社がお客様のご判断をサポートいたします。例えば、アルミニウム製のブリッジ金型であれば数百個程度の生産でも経済的に製造できますが、焼入れ処理を施した多キャビティ金型は、年間生産量が数万個に達して初めて採算が取れるようになります。 サプライヤーの中には、こっそりと大量の樹脂の最低注文量を要求し、少量生産に必要な量よりもはるかに多くの材料を購入せざるを得なくさせるケースもあります。弊社では、実際の損益分岐点を事前に明確にお伝えしますので、お客様は実際の生産量に合わせて金型をご用意いただけます。.
最もコスト削減効果が高いのは、金型を製作する前の段階です。沈み込みや冷却時間の長期化を防ぐために肉厚を均一に保ち、厚い部分は中空化し、スライダーやリフターが必要となるアンダーカットを排除しましょう。片側の動作だけでも、金型コストに数千単位の追加費用がかかる可能性があるからです。 要件を満たしつつ過剰な設計を避ける樹脂を選び、高光沢の仕上げは実際に目に見える部分のみに限定してください。当社のDFMレビューでは、お客様の部品ごとにこれらの点を指摘しますので、品質を損なうことなくコストを削減できます。.
単に最も安価なものや最も強度の高いものを無条件に選ぶのではなく、用途に合わせて樹脂を選定してください。 ABSやポリプロピレンなどの汎用グレードは、ハウジングや民生用部品の成形に経済的で扱いやすい一方、PCやPC-ABSは耐衝撃性と透明性を高め、ガラス繊維強化ナイロン(PA66-GF)やPOMは、構造部品や耐摩耗性が重要な部品に適しています。 PEEKのような高性能樹脂はコストがはるかに高く、高精度な金型を必要とするため、耐熱性、耐薬品性、または生体適合性の要件がそれを正当化する場合にのみ、採用する価値があります。DFMの段階では、部品の機械的、熱的、および外観上の要件に基づいて樹脂を推奨し、その収縮や流動特性を確認します。.
これらの欠陥はいずれも、冷却ムラに起因しています。ヒケは、プラスチックの肉厚が厚すぎる箇所、多くの場合リブやボスの裏側に発生します。これは、肉厚の厚い部分がゆっくりと冷却されるにつれて、表面が内側に引っ張られるためです。反りは、同じ部品内の異なる部分が異なる速度で冷却・収縮することで生じ、部品が変形してしまいます。 これらを防ぐには、肉厚を均一に保ち、リブの厚さを公称肉厚の約半分に設定し、厚い部分を中空化し、金型製作前にモールドフロー解析を用いてゲート配置と冷却経路のバランスを調整します。DFMの段階でこれらの問題を発見しておく方が、後で金型を再加工するよりもはるかにコストを抑えられます。.
壁厚は均一になるよう心がけてください。通常、0.8 mm程度から始め、部品全体を通じて公称厚さの約25%の範囲内に収めるようにします。これは、厚さが急激に変化すると、沈み込みや反りが生じるためです。 垂直面には通常1~3度の抜き勾配を設けることで、引きずり跡や排出トラブルなく、部品を金型からスムーズに離型させることができます。リブは肉厚の約半分が最適であり、内部の角は流れをスムーズにし、応力を低減するために丸みを付ける必要があります。当社はDFMの過程でこれらすべてを確認し、お客様の形状や選択された樹脂に合わせて具体的な調整案をご提案いたします。.