Plastic Injection Molding Services
Get consistent, production-ready plastic parts from plastic moldeo por inyección services built for engineers who need repeatable quality, the right resin, and honest lead times. XY Machining runs scientific injection molding across 50-plus engineering thermoplastics, from prototype tooling and low volume plastic injection molding through hardened-steel high-volume production.
Upload your CAD file, get DFM and mold-flow feedback before the tool is cut, and receive parts held to tight tolerances with the cost trade-offs spelled out up front.
- 50-plus thermoplastics including ABS, PC, PA66, POM, and PEEK
- Scientific molding with ISO 9001-aligned process control
- Prototype, bridge, and production tooling under one roof
Consigue al instante presupuestos, plazos de ejecución de los proyectos y comentarios sobre el diseño para la fabricación (DFM).
- Todas las subidas de archivos son seguras y confidenciales.
What is Plastic Injection Molding?
Plastic injection molding is a high-efficiency process that produces plastic parts by injecting molten thermoplastic into a precision mold under high pressure. Once the plastic cools and solidifies, the part ejects with consistent shape, tight tolerances, and repeatable accuracy across thousands of shots.
En Mecanizado XY we pair injection mold tooling with mold-flow analysis and scientific molding to run complex geometries in resins from commodity ABS and polypropylene through engineering grades like PC, PA66, POM, and PEEK. The process supports prototipado rápido, low-volume runs, and mass production, and its per-part cost drops sharply as volume rises because the fixed tooling cost spreads across more parts.

¿Por qué elegir XY Machining para los servicios de moldeo por inyección de plástico?
High-quality molding depends on process control, not just the press. Our in-house engineering runs DFM analysis, material validation, and mold optimization before production begins, then holds stable cycle times and consistent part quality through scientific molding and documented QC.
From rapid and bridge tooling for low volume plastic injection molding to hardened steel production molds, you get one partner focused on repeatability and long-term production success. We confirm the achievable tolerances, resin behavior, and cost drivers before the mold is cut, so you commit with the trade-offs already clear.

Standard mold polish levels ranging from matte through high-gloss cosmetic surfaces.

Crea una textura mate uniforme que disimula las marcas de las herramientas y mejora la uniformidad de la superficie.
Custom mold texturing for grip, visual appeal, or brand-specific patterns.
Multi-stage polishing for cosmetic or optical-grade parts, achieved on high-grade mold steel.

Acabados superficiales en el moldeo por inyección de plástico
Especificaciones del moldeo por inyección de plástico
These specifications cover most engineering molding work. General tolerances follow ISO 20457 for plastic parts, with precision to plus or minus 0.05 mm where the resin and geometry allow. We confirm the achievable tolerance per feature during DFM, because molded plastic shrinks as it cools and tight callouts depend on material choice and wall design.
Característica | Especificaciones |
Tolerancias generales | Normas ISO 20457 para piezas moldeadas por inyección de plástico |
Tolerancias de precisión | Achievable up to ± 0.05 mm depending on material |
Espesor mínimo de la pared | Normalmente 0,8 mm (varía según el tipo de resina) |
Tamaño máximo de la pieza | Hasta 1200 × 1000 × 500 mm, dependiendo del utillaje |
Tamaño mínimo de la pieza | Small precision components from a few millimeters |
Volumen de producción | Prototype: 1–100 pcs, Low: 100–10,000 pcs, High: 10,000+ pcs |
Sectores a los que prestamos servicio

High-precision molded components under strict dimensional and safety control, supporting medical plastic injection molding for devices and diagnostics.
Micro-accurate housings, connectors, and enclosures where fit, heat resistance, and repeatability matter.

Durable molded parts for high-load and high-temperature environments, the core of automotive plastic injection molding work.
Custom molded housings, covers, and structural parts for automation systems.
¿Qué diferencia a XY Machining del resto?
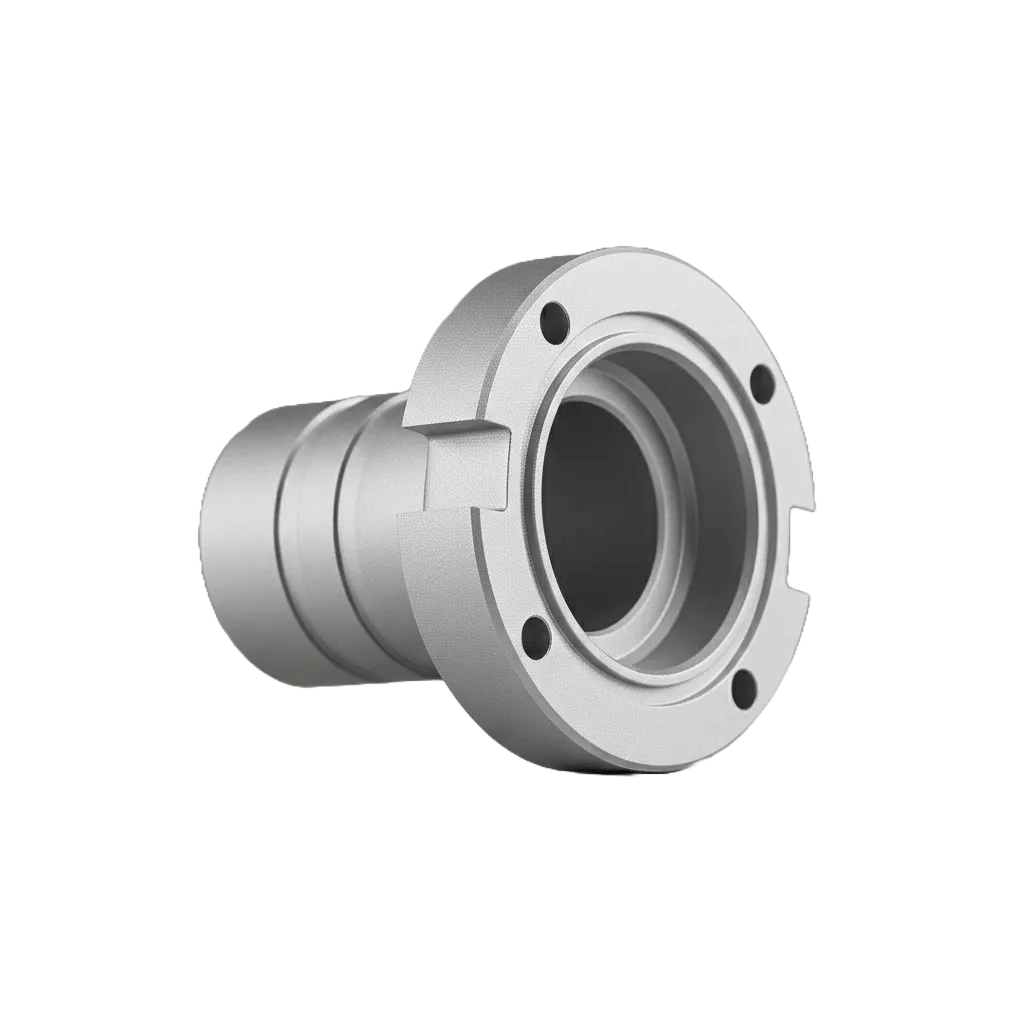
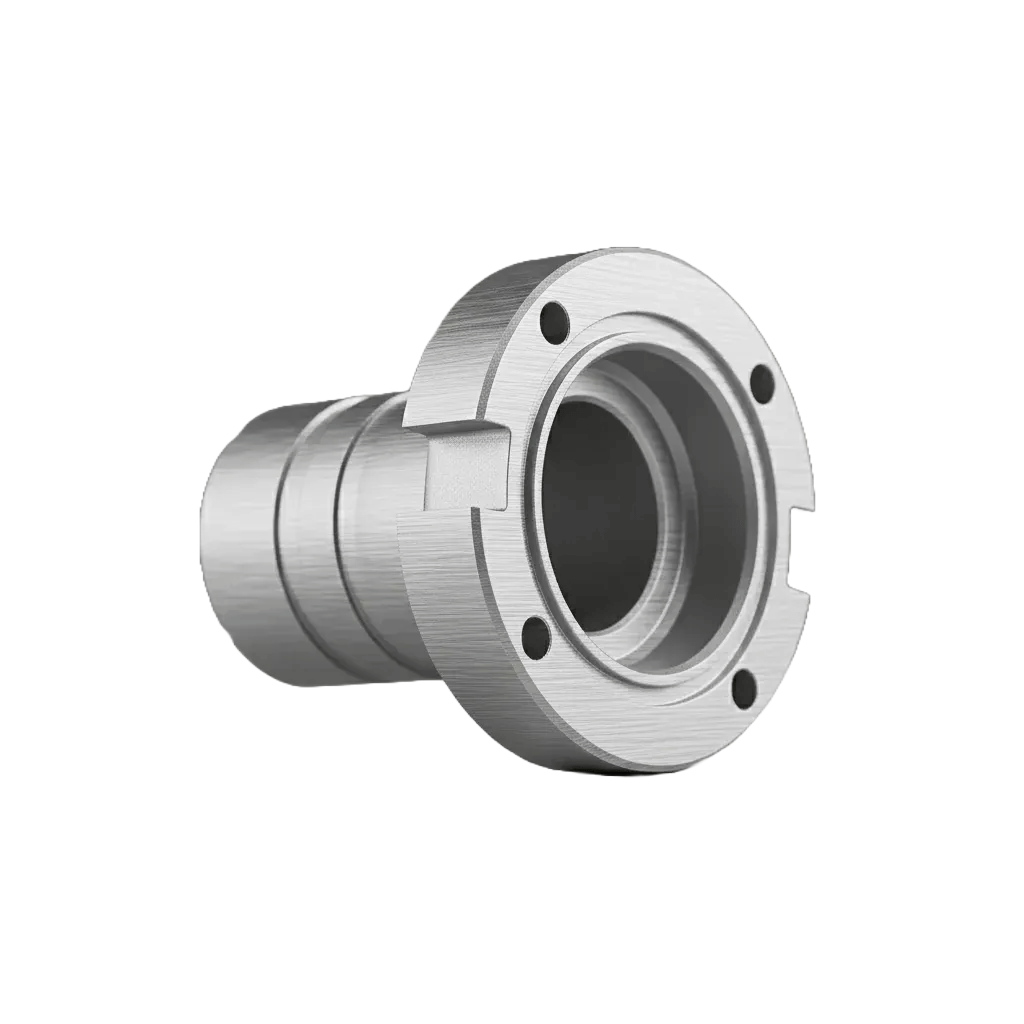
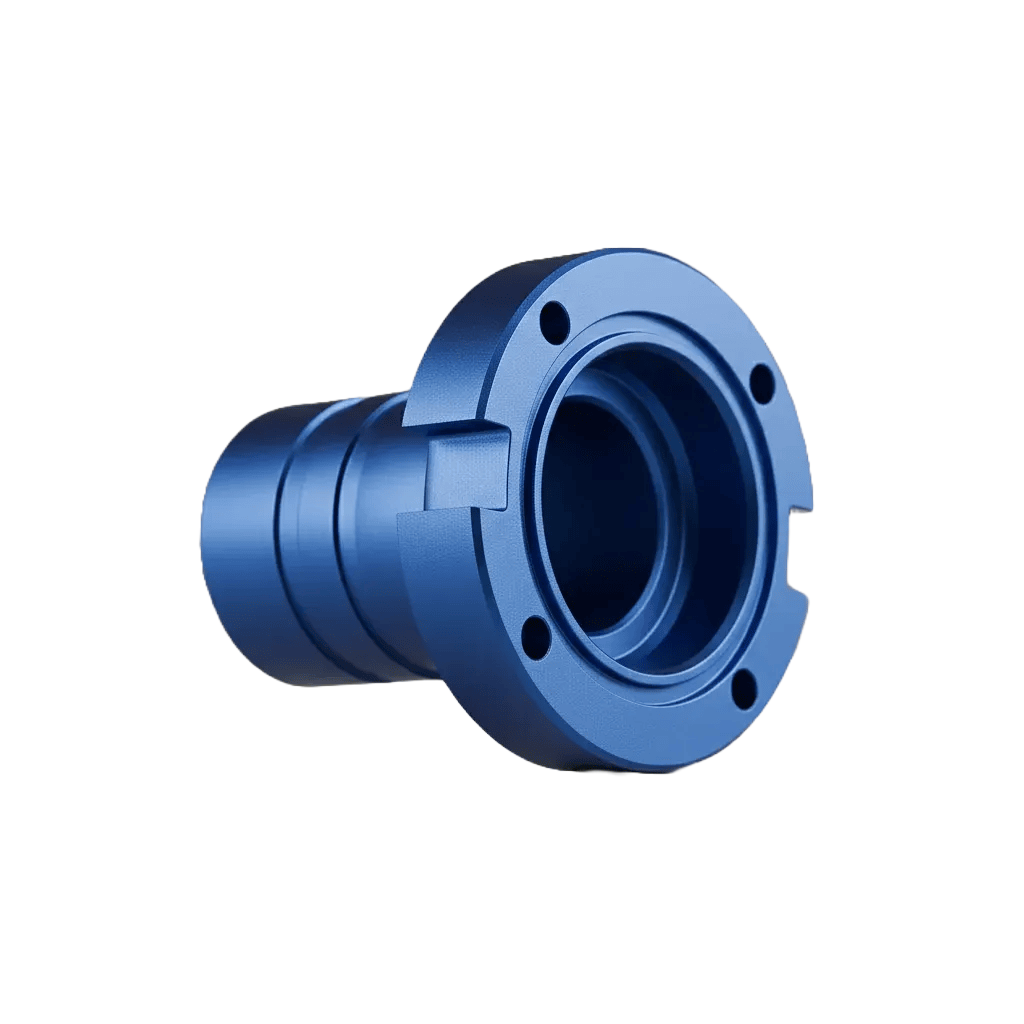
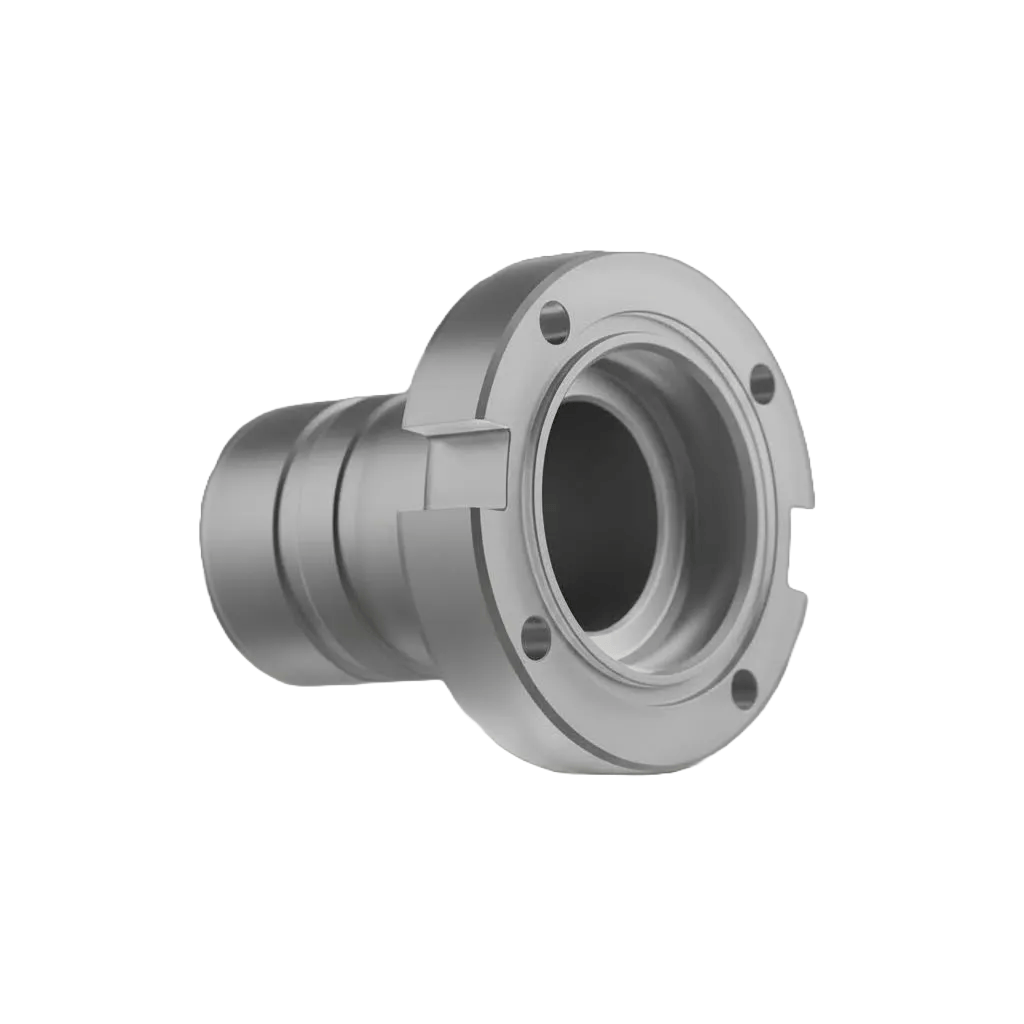
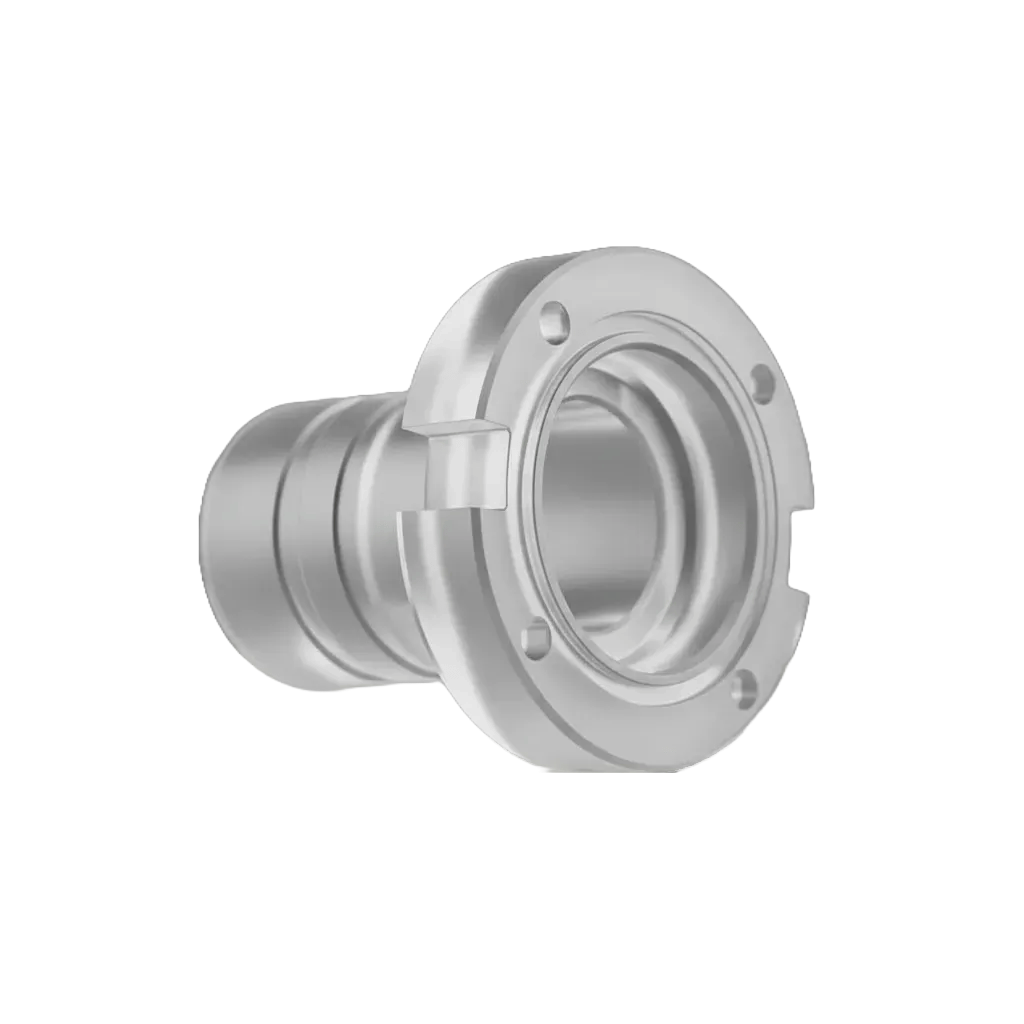
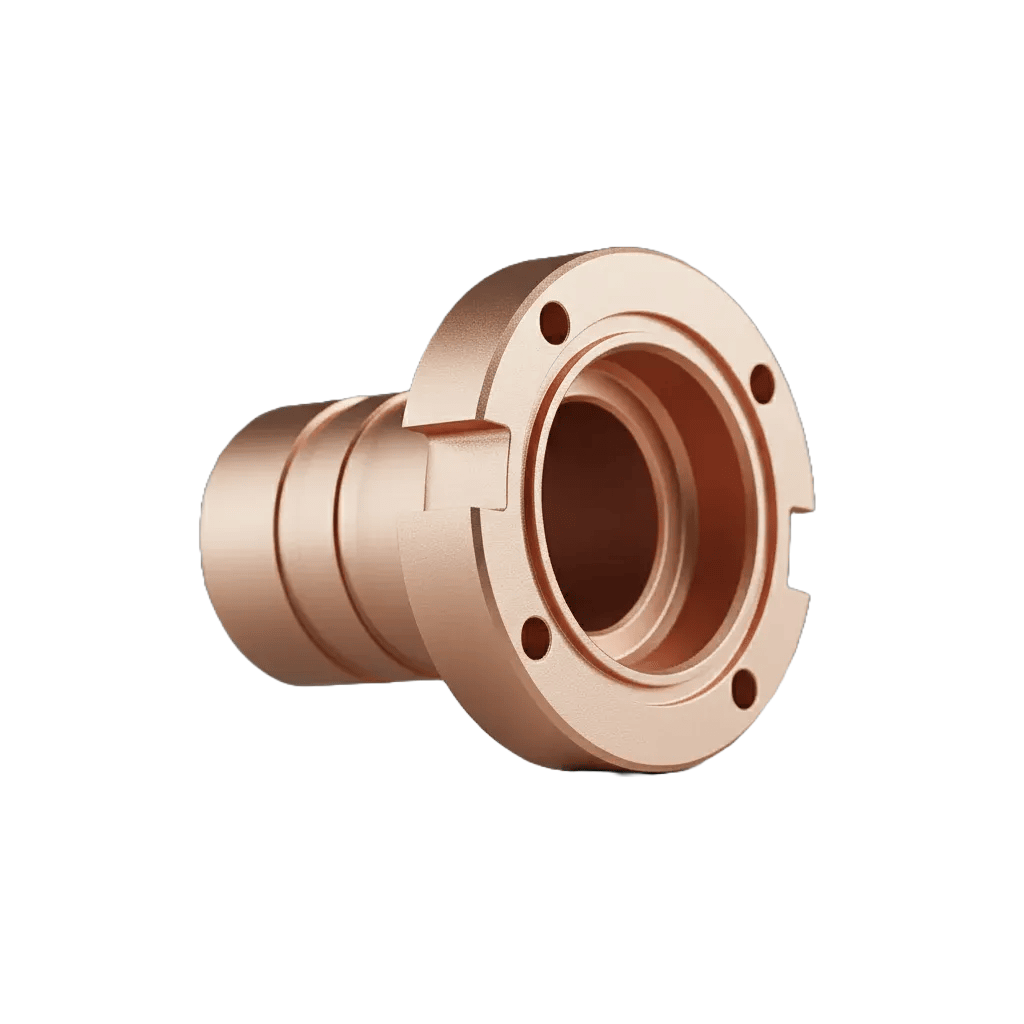
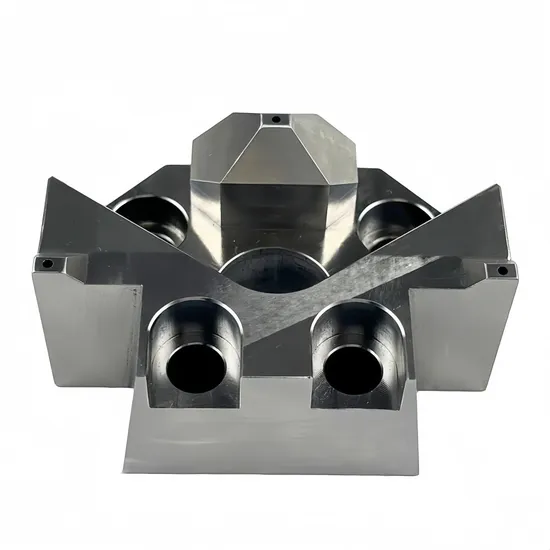
Nuestra galería de moldeo por inyección
These examples show precision injection molded components across automotive, medical, consumer electronics, and industrial applications. From complex housings to high-detail functional parts, each reflects optimized mold design, correct gating and cooling, careful material selection, and ISO-aligned production.





Aluminum tooling that moves you from idea to functional molded parts fast, ideal for prototypes and low-volume runs where speed and precision both matter.
Hardened tooling built for long-term durability, delivering consistent, accurate parts across full-scale batch production.
Pros of Plastic Injection Molding
- Alta eficiencia productiva:Los tiempos de ciclo cortos permiten una producción en serie rentable.
- Excelente repetibilidad: Consistent part quality across large batches.
- Flexibilidad de diseño:Supports complex geometry, thin walls, and integrated features.
- Versatilidad de los materiales:A wide range of thermoplastics including ABS, PC, PP, PA, POM, and PEEK.
- Acabado superficial de alta calidad:Cosmetic-grade or textured finishes straight from the mold.

Del prototipo a la producción: un socio de confianza
- Amplia experiencia demostrada en los sectores médico, de la automoción, de la electrónica y de la robótica
- Asistencia técnica ágil con respuesta rápida a las solicitudes de presupuesto
- Capacidad de mecanizado CNC moderno de 3 y 5 ejes
- Comentarios colaborativos sobre el diseño para la fabricación (DFM) para reducir el riesgo y los costes
- Producción bajo demanda fiable con inspección documentada
Cómo funciona: flujo de trabajo en tres fases
Garantizamos que las piezas CNC se entregan a tiempo y que el proceso es totalmente transparente en los siguientes tres sencillos pasos:


Submit your 3D model and receive DFM and mold-flow feedback on wall thickness, gating, and draft before the mold is cut.
After tooling approval, parts run under scientific molding process control with in-process inspection.
Parts pass dimensional and cosmetic inspection and ship with QC documentation available on request.
Soluciones integrales de XY Machining
Preguntas frecuentes
How much does plastic injection molding cost per part?
Per-part cost falls sharply as volume rises, because the fixed tooling cost spreads across every part you make. A $10,000 mold adds about a dollar per part at 10,000 units but only ten cents at 100,000 units, which is why molding is a mass-production process. Beyond volume, the biggest levers are resin (commodity ABS and PP run cheap while PC, glass-filled nylon, and PEEK cost several times more), part size, cycle time, and any secondary operations. We break the cost drivers down during DFM so you can decide where to spend and where to simplify.
Is there a minimum order quantity for injection molding?
We do not force a fixed MOQ, but the mold and setup are a fixed cost, so very small runs carry a higher price per part. That trade-off is a business decision we help you make: an aluminum bridge mold can produce a few hundred parts economically, while a hardened multi-cavity tool pays off once annual volume climbs into the tens of thousands. Watch for suppliers who quietly require a large resin minimum, which can force you to buy far more material than a short run needs. We tell you the real break-even up front so you tool for the volume you actually have.
How do I reduce the cost of injection molded parts?
The cheapest savings happen before the mold is cut. Keep wall thickness uniform to avoid sink marks and long cooling, core out thick sections, and remove undercuts that would otherwise need sliders or lifters, since a single side action can add thousands to the tool. Choose a resin that meets the requirement without over-engineering it, and specify a high-gloss cosmetic finish only where the part is actually visible. Our DFM review flags each of these on your specific part, so you cut cost without cutting quality.
Which plastic resin should I choose for my part?
Match the resin to the job rather than defaulting to the cheapest or the strongest. Commodity grades like ABS and polypropylene are economical and easy to mold for housings and consumer parts, PC and PC-ABS add impact strength and clarity, and glass-filled nylon (PA66-GF) or POM handle structural and wear-critical parts. High-performance resins like PEEK cost far more and demand hardened tooling, so they are worth it only when heat, chemical, or biocompatibility requirements justify them. During DFM we recommend a resin based on the part’s mechanical, thermal, and cosmetic needs, and confirm how it will shrink and flow.
How strong are injection molded plastic parts?
Match the resin to the job rather than defaulting to the cheapest or the strongest. Commodity grades like ABS and polypropylene are economical and easy to mold for housings and consumer parts, PC and PC-ABS add impact strength and clarity, and glass-filled nylon (PA66-GF) or POM handle structural and wear-critical parts. High-performance resins like PEEK cost far more and demand hardened tooling, so they are worth it only when heat, chemical, or biocompatibility requirements justify them. During DFM we recommend a resin based on the part’s mechanical, thermal, and cosmetic needs, and confirm how it will shrink and flow.
What causes sink marks and warping, and how do you prevent them?
Both defects trace back to uneven cooling. Sink marks appear where plastic is too thick, often behind ribs and bosses, because the surface pulls inward as the thick section cools slowly. Warping comes from parts of the same piece cooling and shrinking at different rates, which bends the part off shape. We prevent them by keeping wall thickness uniform, sizing ribs to roughly half the nominal wall, coring out thick areas, and using mold-flow analysis to balance gating and cooling before the tool is cut. Catching these in DFM is far cheaper than re-cutting steel later.
¿Qué espesor de pared y qué ángulo de desmoldeo debe tener mi pieza?
Aim for a uniform wall, typically starting around 0.8 mm and staying within about 25 percent of the nominal thickness across the part, because sudden thickness changes cause sink and warp. Add draft, usually one to three degrees on vertical faces, so the part releases cleanly from the mold without drag marks or ejection problems. Ribs work best at roughly half the wall thickness, and internal corners should be radiused to ease flow and reduce stress. We check all of this during DFM and suggest specific adjustments for your geometry and chosen resin.


