Services de moulage par injection de plastique
Obtenez des pièces en plastique homogènes et prêtes pour la production, fabriquées à partir de plastique moulage par injection Des services conçus pour les ingénieurs qui recherchent une qualité constante, la résine adaptée et des délais de livraison transparents. XY Machining propose des services de moulage par injection à la pointe de la technologie pour plus de 50 thermoplastiques techniques, allant de la fabrication de prototypes et du moulage par injection en petites séries jusqu’à la production en grande série d’articles en acier trempé.
Importez votre fichier CAO, obtenez des commentaires sur la fabricabilité (DFM) et la simulation de flux de moulage avant la fabrication du moule, et recevez des pièces respectant des tolérances strictes, avec les compromis en matière de coûts clairement indiqués dès le départ.
- Plus de 50 thermoplastiques, dont l'ABS, le PC, le PA66, le POM et le PEEK
- Moulage scientifique avec un contrôle des processus conforme à la norme ISO 9001
- Prototypes, maquettes et outillage de production sous un même toit
Obtenez instantanément des devis, les délais de réalisation de vos projets et des commentaires sur la conception pour la fabrication (DFM).
- Tous les envois sont sécurisés et confidentiels.
Qu'est-ce que le moulage par injection de plastique ?
Le moulage par injection de plastique est un procédé hautement efficace qui permet de fabriquer des pièces en plastique en injectant, sous haute pression, du thermoplastique fondu dans un moule de précision. Une fois que le plastique a refroidi et s'est solidifié, la pièce est éjectée avec une forme homogène, des tolérances serrées et une précision reproductible sur des milliers de cycles.
À Usinage XY Nous combinons les outils de moulage par injection avec l'analyse des flux de matière et le moulage scientifique afin de réaliser des géométries complexes dans des résines allant de l'ABS et du polypropylène standard à des grades techniques tels que le PC, le PA66, le POM et le PEEK. Ce procédé permet de prototypage rapide, les petites séries et la production de masse ; le coût unitaire diminue fortement à mesure que le volume augmente, car les coûts fixes d'outillage sont répartis sur un plus grand nombre de pièces.

Pourquoi choisir XY Machining pour vos services de moulage par injection plastique ?
La qualité du moulage ne dépend pas uniquement de la presse, mais aussi du contrôle des processus. Notre service d'ingénierie interne réalise des analyses DFM, la validation des matériaux et l'optimisation des moules avant le début de la production, puis garantit des temps de cycle stables et une qualité constante des pièces grâce à des techniques de moulage scientifiques et à un contrôle qualité documenté.
Qu'il s'agisse d'outillages rapides ou de transition pour le moulage par injection plastique en petites séries ou encore de moules de production en acier trempé, vous pouvez compter sur un partenaire qui met l'accent sur la reproductibilité et la réussite de votre production à long terme. Nous vérifions les tolérances réalisables, le comportement de la résine et les facteurs de coût avant la fabrication du moule, afin que vous puissiez vous engager en connaissant clairement les compromis à faire.

Niveaux de finition standard des moules, allant d'une finition mate à des surfaces esthétiques très brillantes.

Crée une texture mate uniforme qui masque les traces d'outils et améliore l'uniformité de la surface.
Texturation personnalisée des moules pour améliorer la prise en main, l'esthétique ou créer des motifs spécifiques à la marque.
Polissage en plusieurs étapes pour des pièces à usage cosmétique ou de qualité optique, réalisé sur de l'acier à moule de haute qualité.

Finitions de surface dans le moulage par injection de plastique
Spécifications relatives au moulage par injection de plastique
Ces spécifications couvrent la plupart des travaux de moulage technique. Les tolérances générales sont conformes à la norme ISO 20457 pour les pièces en plastique, avec une précision de plus ou moins 0,05 mm lorsque la résine et la géométrie le permettent. Nous vérifions la tolérance réalisable pour chaque caractéristique lors de l’analyse de la fabricabilité (DFM), car le plastique moulé se rétracte en refroidissant et les tolérances serrées dépendent du choix du matériau et de la conception des parois.
Fonctionnalité | Caractéristiques techniques |
Tolérances générales | Normes ISO 20457 relatives aux pièces moulées par injection en plastique |
Tolérances de précision | Précision pouvant atteindre ± 0,05 mm selon le matériau |
Épaisseur minimale de la paroi | Généralement 0,8 mm (variable selon le type de résine) |
Taille maximale de la pièce | Jusqu'à 1 200 × 1 000 × 500 mm selon l'outillage |
Taille minimale de la pièce | Petits composants de précision de quelques millimètres |
Volume de production | Prototype : 1 à 100 pièces, Petite série : 100 à 10 000 pièces, Grande série : 10 000 pièces et plus |
Secteurs d'activité que nous desservons

Composants moulés de haute précision soumis à des contrôles dimensionnels et de sécurité rigoureux, destinés au moulage par injection de plastiques à usage médical pour les dispositifs médicaux et les diagnostics.
Boîtiers, connecteurs et enceintes de haute précision, destinés aux applications où l'ajustement, la résistance à la chaleur et la répétabilité sont essentiels.

Des pièces moulées résistantes destinées à des environnements soumis à des charges élevées et à des températures élevées : le cœur de l'activité de moulage par injection de plastique dans le secteur automobile.
Boîtiers, capots et pièces structurelles moulés sur mesure pour les systèmes d'automatisation.
En quoi XY Machining se distingue-t-il de ses concurrents ?
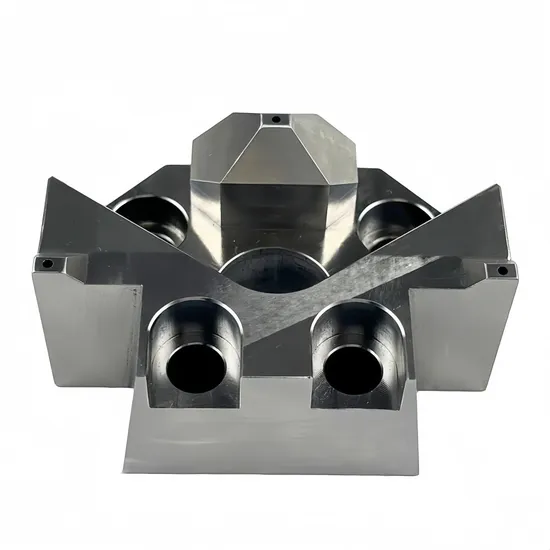
Notre galerie de moulage par injection
Ces exemples présentent des composants moulés par injection de haute précision destinés à des applications dans les secteurs de l'automobile, du médical, de l'électronique grand public et de l'industrie. Qu'il s'agisse de boîtiers complexes ou de pièces fonctionnelles très détaillées, chacun d'entre eux témoigne d'une conception optimisée du moule, d'un système d'injection et de refroidissement adapté, d'une sélection rigoureuse des matériaux et d'une production conforme aux normes ISO.





Des outillages en aluminium qui vous permettent de passer rapidement d'une idée à des pièces moulées fonctionnelles, idéaux pour les prototypes et les petites séries où la rapidité et la précision sont toutes deux essentielles.
Des outillages trempés, conçus pour une durabilité à long terme, garantissant la fabrication de pièces homogènes et précises tout au long de la production en série à grande échelle.
Avantages du moulage par injection plastique
- Rendement de production élevé :Des temps de cycle courts permettent une production en série rentable.
- Excellente répétabilité : Une qualité constante des pièces, même sur de grands lots.
- Flexibilité de conception :Prend en charge les géométries complexes, les parois minces et les éléments intégrés.
- Polyvalence des matériaux :Une large gamme de thermoplastiques, notamment l'ABS, le PC, le PP, le PA, le POM et le PEEK.
- Finition de surface exceptionnelle :Des finitions de qualité cosmétique ou texturées, dès la sortie du moule.

Du prototype à la production — Un partenaire de confiance
- Une expertise reconnue dans les secteurs du médical, de l'automobile, de l'électronique et de la robotique
- Un service d'assistance technique réactif avec des délais de réponse rapides pour les devis
- Capacités d'usinage CNC modernes à 3 et 5 axes
- Retour d'expérience collaboratif sur la conception pour la fabrication (DFM) afin de réduire les risques et les coûts
- Une production à la demande fiable, assortie d'un contrôle documenté
Comment ça marche – Processus en trois étapes
Nous garantissons que les pièces usinées par CNC sont livrées dans les délais et que le processus est totalement transparent, en suivant ces 3 étapes simples :


Envoyez-nous votre modèle 3D et recevez des commentaires sur la conception pour la fabrication (DFM) et la simulation de flux de moulage concernant l'épaisseur des parois, les points d'injection et le dévers avant la fabrication du moule.
Une fois les outils validés, la fabrication des pièces s'effectue selon un contrôle scientifique du processus de moulage, assorti d'inspections en cours de fabrication.
Les pièces sont soumises à un contrôle dimensionnel et esthétique et sont expédiées accompagnées d'une documentation de contrôle qualité disponible sur demande.
Solutions complètes proposées par XY Machining
Foire aux questions
Combien coûte le moulage par injection de plastique par pièce ?
Le coût unitaire diminue fortement à mesure que le volume augmente, car le coût fixe de l'outillage est réparti sur chaque pièce produite. Un moule $10 000 ajoute environ un dollar par pièce pour une production de 10 000 unités, mais seulement dix centimes pour 100 000 unités ; c’est pourquoi le moulage est un procédé de production de masse. Au-delà du volume, les principaux facteurs de coût sont la résine (l’ABS et le PP de base sont bon marché, tandis que le PC, le nylon chargé de verre et le PEEK coûtent plusieurs fois plus cher), la taille de la pièce, la durée du cycle et les éventuelles opérations secondaires. Nous analysons ces facteurs de coût lors de la conception pour la fabrication (DFM) afin que vous puissiez décider où investir et où simplifier.
Y a-t-il une quantité minimale de commande pour le moulage par injection ?
Nous n'imposons pas de quantité minimale de commande (MOQ) fixe, mais le moule et la mise en place représentent un coût fixe ; par conséquent, les très petites séries entraînent un prix unitaire plus élevé. Ce compromis relève d’une décision commerciale que nous vous aidons à prendre : un moule à pont en aluminium permet de produire quelques centaines de pièces de manière rentable, tandis qu’un outil multicavités trempé devient rentable dès que le volume annuel atteint plusieurs dizaines de milliers de pièces. Méfiez-vous des fournisseurs qui imposent discrètement un minimum de résine important, ce qui peut vous obliger à acheter bien plus de matière que nécessaire pour une petite série. Nous vous indiquons d’emblée le véritable seuil de rentabilité afin que vous puissiez adapter votre outillage au volume dont vous disposez réellement.
Comment puis-je réduire le coût des pièces moulées par injection ?
C’est avant la découpe du moule que l’on réalise les économies les plus importantes. Veillez à maintenir une épaisseur de paroi uniforme pour éviter les creux de retrait et un refroidissement trop long, évidez les sections épaisses et supprimez les contre-dépouilles qui nécessiteraient autrement l’utilisation de coulisseaux ou de leviers, car une simple action latérale peut ajouter des milliers au coût de l’outil. Choisissez une résine qui répond aux exigences sans surdimensionner la conception, et ne spécifiez une finition esthétique brillante que là où la pièce est réellement visible. Notre analyse DFM signale chacun de ces points sur votre pièce spécifique, ce qui vous permet de réduire les coûts sans compromettre la qualité.
Quelle résine plastique dois-je choisir pour ma pièce ?
Choisissez la résine en fonction de l'application plutôt que d'opter systématiquement pour la moins chère ou la plus résistante. Les grades courants comme l’ABS et le polypropylène sont économiques et faciles à mouler pour les boîtiers et les pièces grand public ; le PC et le PC-ABS offrent une meilleure résistance aux chocs et une plus grande transparence ; enfin, le nylon chargé de verre (PA66-GF) ou le POM conviennent aux pièces structurelles et soumises à une forte usure. Les résines hautes performances comme le PEEK coûtent beaucoup plus cher et nécessitent des outillages renforcés ; elles ne sont donc rentables que lorsque des exigences en matière de résistance thermique, de résistance chimique ou de biocompatibilité les justifient. Lors de la conception pour la fabrication (DFM), nous recommandons une résine en fonction des besoins mécaniques, thermiques et esthétiques de la pièce, et nous vérifions son comportement au retrait et à l’écoulement.
Quelle est la résistance des pièces en plastique moulées par injection ?
Choisissez la résine en fonction de l'application plutôt que d'opter systématiquement pour la moins chère ou la plus résistante. Les grades courants comme l’ABS et le polypropylène sont économiques et faciles à mouler pour les boîtiers et les pièces grand public ; le PC et le PC-ABS offrent une meilleure résistance aux chocs et une plus grande transparence ; enfin, le nylon chargé de verre (PA66-GF) ou le POM conviennent aux pièces structurelles et soumises à une forte usure. Les résines hautes performances comme le PEEK coûtent beaucoup plus cher et nécessitent des outillages renforcés ; elles ne sont donc rentables que lorsque des exigences en matière de résistance thermique, de résistance chimique ou de biocompatibilité les justifient. Lors de la conception pour la fabrication (DFM), nous recommandons une résine en fonction des besoins mécaniques, thermiques et esthétiques de la pièce, et nous vérifions son comportement au retrait et à l’écoulement.
Quelles sont les causes des creux et des déformations, et comment les éviter ?
Ces deux défauts sont dus à un refroidissement inégal. Les creux d’injection apparaissent là où le plastique est trop épais, souvent derrière les nervures et les bossages, car la surface est tirée vers l’intérieur à mesure que la partie épaisse se refroidit lentement. Le gauchissement résulte du fait que différentes parties d’une même pièce se refroidissent et se rétractent à des vitesses différentes, ce qui déforme la pièce. Nous les évitons en maintenant une épaisseur de paroi uniforme, en dimensionnant les nervures à environ la moitié de l'épaisseur nominale de la paroi, en évidant les zones épaisses et en utilisant l'analyse de l'écoulement dans le moule pour équilibrer l'alimentation et le refroidissement avant l'usinage du moule. Détecter ces problèmes lors de la conception pour la fabrication (DFM) revient bien moins cher que de réusiner l'acier par la suite.
Quelle épaisseur de paroi et quel angle de dépouille ma pièce doit-elle avoir ?
Visez une épaisseur de paroi uniforme, commençant généralement autour de 0,8 mm et restant dans une fourchette de 25 % environ de l'épaisseur nominale sur l'ensemble de la pièce, car les variations brusques d'épaisseur provoquent des affaissements et des déformations. Prévoyez un angle de dépouille, généralement compris entre un et trois degrés sur les faces verticales, afin que la pièce se démoule proprement, sans traces de frottement ni problèmes d’éjection. Les nervures sont plus efficaces lorsqu’elles représentent environ la moitié de l’épaisseur de paroi, et les angles internes doivent être arrondis pour faciliter l’écoulement de la matière et réduire les contraintes. Nous vérifions tous ces éléments lors de l’analyse DFM et vous proposons des ajustements spécifiques adaptés à votre géométrie et à la résine choisie.


