Service de fraisage CNC
Precision CNC milling services for prototypes and production parts, delivered on time and built to exact specifications. Usinage XY combines advanced 3-axis and 5 axes CNC milling with strict quality control to produce high-accuracy components for aérospatiale, medical, automotive, electronics, and industrial applications. From single prototypes to full production runs, our custom CNC milling services hold tight tolerances, repeatability, and reliable lead times.
- Secure file upload with NDA and confidentiality protection
- Des devis rapides et précis, accompagnés de commentaires sur la conception pour la fabrication (DFM), dans les 24 heures
- 3-axis and 5-axis capability backed by ISO 9001-aligned quality control
Obtenez instantanément des devis, les délais de réalisation de vos projets et des commentaires sur la conception pour la fabrication (DFM).
- Tous les envois sont sécurisés et confidentiels.
Qu'est-ce que le fraisage CNC ?
CNC milling is a subtractive manufacturing process that uses computer-controlled rotating cutting tools to remove material from a solid block of metal or plastic. Guided by CAD/CAM software, the milling machine follows programmed toolpaths to cut complex geometries, slots, contours, threads, and fine features with high dimensional accuracy.
At XY Machining, our CNC milling services cover aluminum, stainless steel, titanium, brass, copper, and engineering plastics. Using 3-axis and 5-axis CNC milling machines, we produce complex parts with tight tolerances and consistent finitions de surface, which makes the process a strong fit for functional prototypes, low-volume production, and end-use components.

Pourquoi choisir XY Machining pour vos services de fraisage CNC ?
We deliver precision CNC milling backed by engineering expertise and certified quality systems. Every project starts with a design review that checks manufacturability, cost efficiency, and the best machining strategy before a single chip is cut.
Our quality management system aligns with ISO 9001, and we provide material traceability, inspection reports, and dimensional verification on request. From rapid prototyping to high-volume milling, we hold strict tolerance control and consistent process results.
We work closely with U.S. customers across aerospace, defense, medical, robotics, and automotive sectors, delivering parts that meet demanding technical requirements and industry regulations.

Cost-effective finish with visible tool marks, suited to functional components and internal structures.

Uniform matte texture that removes tool marks and improves appearance.
Fine directional lines for a clean metallic look on consumer and industrial parts.
Protective oxide layer on aluminum for corrosion resistance and wear durability, available in multiple colors.
Thicker, high-wear coating for aerospace and industrial use.

Corrosion protection that preserves electrical conductivity for enclosures.
Améliore la transparence des plastiques optiques et destinés à l'affichage.
High-gloss finish for decorative or high-end components.
Finitions de surface en usinage CNC
Capacités en matière de fraisage CNC
Fonctionnalité | Caractéristiques techniques |
Tolérances générales | Metals: ISO 2768-m (medium) unless specified. Plastics: ISO 2768-c. |
Tolérances de précision | Standard ±0.005 in (±0.127 mm). Tight down to ±0.001 in (±0.025 mm) on engineering review. |
Épaisseur minimale de la paroi | Metals: 0.5 mm. Plastics: 1.0 mm to prevent deformation. |
Taille minimale de la fraise en bout | 0.5 mm micro tooling for fine detail features. |
Dimensions maximales de la pièce | Up to 4000 × 750 × 660 mm (machine dependent). Larger on request. |
Taille minimale de la pièce | Aussi petites que 5 × 5 × 5 mm, selon la géométrie et le matériau. |
Volume de production | Prototyping: 1–100 pcs. Low volume: 100–10,000 pcs. Production: 10,000+ pcs with repeatability control. |
These limits cover most engineering work in one shop. Our 4-meter envelope puts genuine large CNC milling services within reach, while 0.5 mm micro tooling handles fine detail. Tight tolerance milling to ±0.001 in is confirmed per feature during DFM, so you only pay for precision where the part needs it.
Secteurs d'activité que nous desservons

High-accuracy milled components for medical devices and surgical equipment, produced under strict quality and tolerance control.
Micro-precision milling for heat sinks, enclosures, connectors, and conductive parts needing thermal and dimensional stability.

Pièces usinées résistantes et hautement performantes destinées aux systèmes moteurs, aux composants structurels et aux plateformes de véhicules électriques.
Custom milling for robotic arms, automation systems, and motion-control assemblies that demand strength and precision.
En quoi XY Machining se distingue-t-il de ses concurrents ?
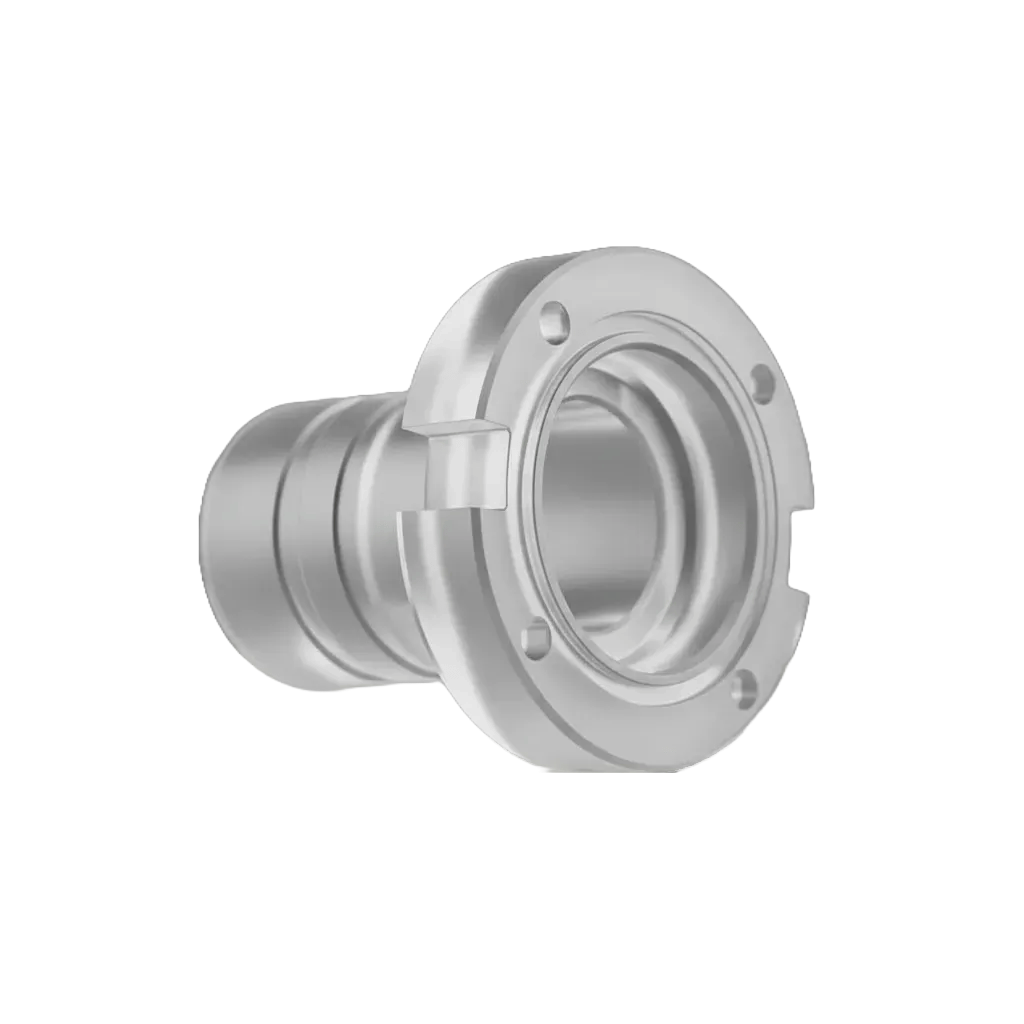
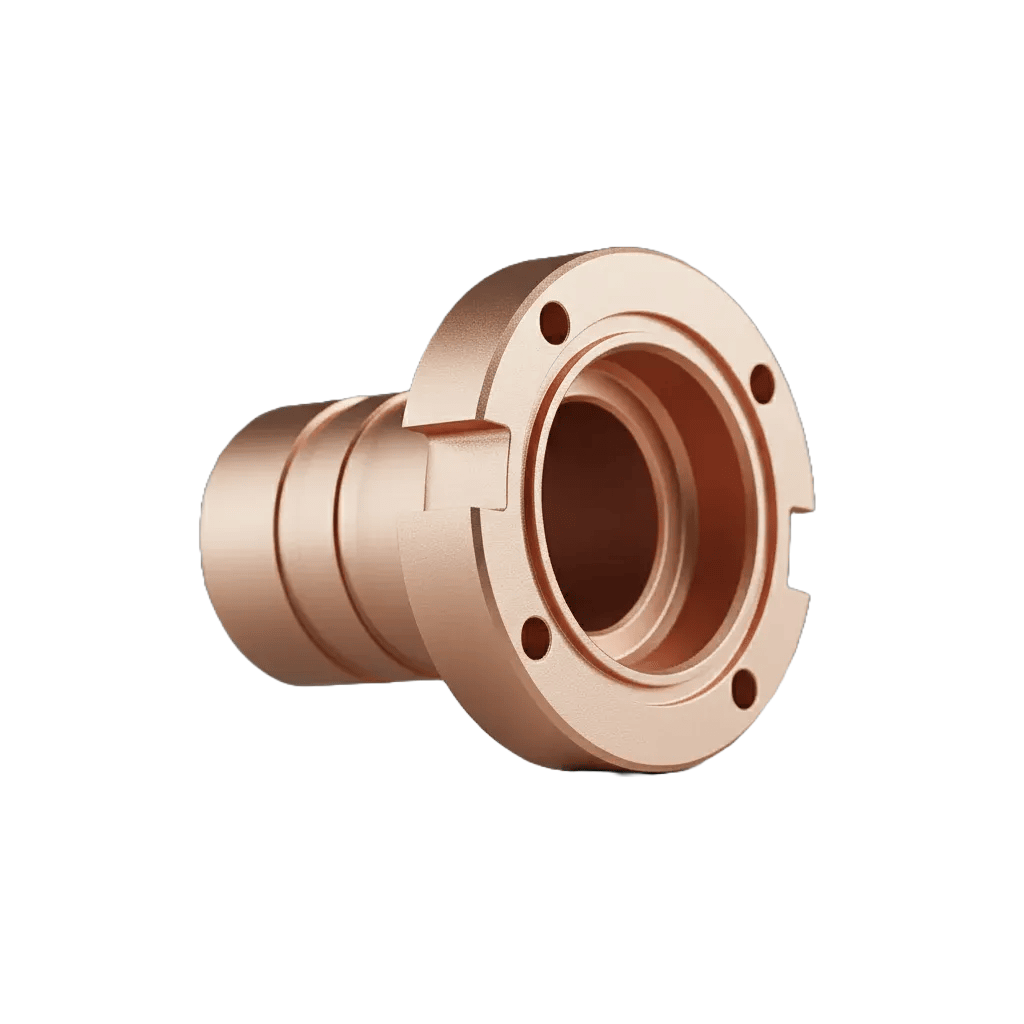
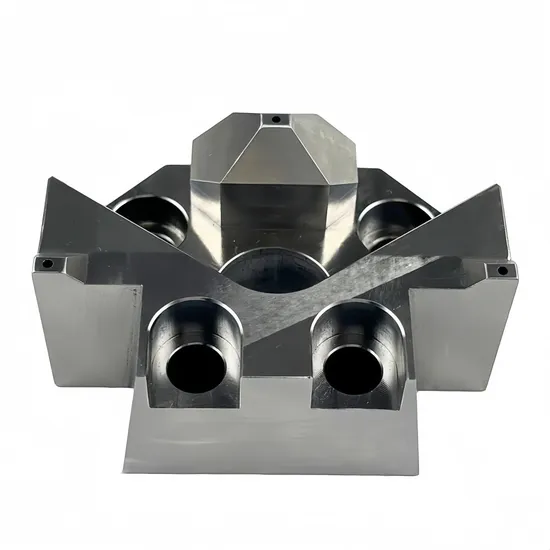
Our CNC Milling Gallery
Our portfolio shows precision milled components produced for demanding industries. From complex 5-axis geometries to tight-tolerance aluminum and stainless steel parts, each project reflects engineering accuracy, advanced machining capability, and certified quality control.





Notre rapid tooling accelerates development by milling precision molds and tooling inserts for prototyping and bridge production. It validates fit, form, and function before full-scale manufacturing, with quick turnaround and cost-effective results.
For long-term programs we mill durable production tooling from high-grade tool steels, built for stability and repeatability across thousands of cycles while holding strict dimensional control.
Design Guidelines for CNC Milling
A few design choices decide most of your milling cost and lead time. These guidelines help your part machine cleanly the first time:
Fonctionnalité | Ligne directrice |
Tolérances générales | Apply ISO 2768-m unless tighter tolerances are critical, and mark critical dimensions clearly on the drawing. |
Tolérances de précision | Tighter tolerances (±0.001 in) raise cost. Apply them only where functionally required. |
Épaisseur minimale de la paroi | Metals ≥ 0.5 mm, plastics ≥ 1.0 mm to avoid vibration and warping. |
Internal corner radius | At least one third of the cavity depth. Avoid sharp internal 90-degree corners, which a round tool cannot cut. |
Profondeur du trou | Keep depth within about 4× the hole diameter for machining stability. |
Thread depth | Thread length should not exceed 3× the nominal diameter unless required. |
Contre-dépouilles | Utilisez, dans la mesure du possible, des outils de dimensions standard afin de réduire les coûts et les délais de livraison. |
Avantages du fraisage CNC
- High precision and tight tolerances: Ideal for complex parts that need consistent dimensional accuracy.
- Polyvalence des matériaux : Compatible avec l'aluminium, l'acier, le titane, le laiton, le cuivre et les plastiques techniques.
- Géométries complexes : 3-axis and 5-axis milling enables intricate shapes and multi-face machining.
- Répétabilité :Consistent results across both prototypes and production runs.

Du prototype à la production — Un partenaire de confiance
- Une expertise reconnue dans les secteurs du médical, de l'automobile, de l'électronique et de la robotique
- Un service d'assistance technique réactif avec des délais de réponse rapides pour les devis
- Capacités d'usinage CNC modernes à 3 et 5 axes
- Retour d'expérience collaboratif sur la conception pour la fabrication (DFM) afin de réduire les risques et les coûts
- Une production à la demande fiable, assortie d'un contrôle documenté
Comment ça marche – Processus en trois étapes


Envoyez-nous vos fichiers au format STEP, IGES ou tout autre format standard et recevez un devis ainsi que des conseils en matière de conception pour la fabrication (DFM) afin d'optimiser votre conception.
Our team selects the right material and toolpath, then mills your components on calibrated equipment with in-process inspection
Les pièces sont soumises à un contrôle dimensionnel et expédiées dans des conditions de sécurité optimales ; les documents de contrôle sont disponibles sur simple demande.
Solutions complètes proposées par XY Machining
Foire aux questions
When should I choose 5-axis milling over 3-axis milling?
Choose 5-axis CNC milling when a part has undercuts, sculpted surfaces, or features on multiple faces that would otherwise need several separate setups. Machining all faces in one setup removes the alignment error that builds up across multiple 3-axis setups, so critical features stay in tighter relation to each other. Simple parts with features on one or two faces are usually cheaper on a 3-axis mill. We review your geometry at the quote stage and pick the route that meets your tolerances at the lowest justified cost.
How do tolerances differ between 3-axis and 5-axis milling?
Both processes hold the same standard tolerance of ±0.005 in (±0.127 mm), with precision work down to ±0.001 in (±0.025 mm). The real difference is positional accuracy between features on different faces. A 3-axis part machined in several setups accumulates small repositioning errors, while a 5-axis part machined in one setup keeps those features tightly aligned. For parts with strict angular or multi-face relationships, 5-axis milling is the more reliable route to hold position tolerances.
What is the smallest internal corner radius you can mill?
A milling cutter is round, so every internal corner ends up with a radius; a perfectly sharp internal 90-degree corner is not machinable. We recommend an internal radius of at least one third of the cavity depth so a reasonably sized tool can reach the floor without chatter or breakage. Larger radii let us use a bigger, more rigid cutter, which lowers cost and improves finish. If your mating part needs a sharp corner, we can add a corner relief or dogbone during DFM review.
How deep can you mill a pocket or hole?
As a working rule we keep milled cavity and hole depth within about four times the tool or hole diameter, because long, thin tools deflect and chatter beyond that. Deeper features are still possible with specialized long-reach tooling, but they add cost and can loosen the achievable tolerance. Deep, narrow slots and tall thin walls are the usual culprits behind vibration and finish problems. Send the model and we flag any depth-to-diameter risks during DFM before cutting.
What is the largest part you can CNC mill?
Our milling envelope reaches 4000 x 750 x 660 mm, which puts genuine large CNC milling services in reach for structural frames, large housings, and long plates, with bigger parts available on request. At the other end we mill features as small as 5 x 5 x 5 mm for fine detail work. On large parts, fixturing rigidity and material stress relief matter as much as the machine itself, so we plan workholding and stress-relieved stock up front. Share your drawing and we confirm feasibility and the best setup.
Is aluminum or steel easier to CNC mill?
Aluminum is far easier to mill. It cuts three to five times faster than steel, wears tools less, and clears chips cleanly, which is why aluminum CNC milling service work usually costs less per part and turns around faster. Steel is stronger and more rigid, which helps under high load, but it demands slower speeds and heavier tooling that raise machine time. Stainless grades like 304 and 316 are tougher still because they work-harden. We quote the material your part actually needs and flag where a switch would cut cost without hurting function.
What surface finish (Ra) can CNC milling achieve?
Our standard as-milled finish is roughly Ra 3.2 um (125 uin), which suits most functional parts straight off the machine. With finishing passes, sharper tools, and slower feeds we reach smoother results near Ra 1.6 um or better, and bead blasting, brushing, anodizing, or polishing refine appearance further. Finish depends on the material, tool path, and feature geometry, so deep pockets and thin walls finish rougher than open faces. Tell us the target Ra on the drawing and we set the process to hit it.
How do I keep the cost of milled parts down?
The biggest lever is calling out tight tolerances only where the part functionally needs them, since precision CNC milling to ±0.001 in costs more in time and inspection. Generous internal radii, standard hole and thread depths, and avoiding tall thin walls all let us use bigger, faster tools. Choosing a free-machining material like aluminum 6061 over a hard alloy also cuts cycle time. Our DFM feedback points to the specific features driving your quote so you can adjust the design before you commit.
Do you offer combined CNC milling and turning services?
Yes. Many parts need both processes, and our CNC milling and turning services run under one roof so cylindrical bodies are turned and then milled for flats, slots, holes, or cross features without moving between suppliers. Keeping both operations in one shop preserves datum alignment, shortens lead time, and avoids the tolerance drift that happens when parts change hands. For shafts, housings, and threaded bodies with milled details, we plan the turning and milling sequence together. Upload the model and we quote the full part, not just one operation.
What minimum wall thickness can you mill without deformation?
We recommend a minimum wall of 0.5 mm for metals and 1.0 mm for plastics; thinner walls tend to vibrate under cutting force and warp after machining. Tall, thin walls are especially prone to chatter, which hurts both tolerance and finish. Where a design needs thin sections, we adjust tool paths, add support during machining, or suggest a small design change during DFM. Share your part and we confirm which walls are safe and which need a rethink before we cut.


