5-Axis CNC Machining Services
Custom 5-axis CNC machining services for complex, high-precision parts that would take many setups on a 3-axis mill. XY Machining uses simultaneous and 3+2 multi-axis machining to cut contoured surfaces, undercuts, and multi-face features in a single setup, holding tight tolerances on aerospace, medical, automotive, and industrial components. Upload your CAD files securely and get fast pricing with DFM feedback, no guesswork and no hidden fees.
- Secure upload with NDA and confidentiality protection
- Fast quotes with DFM feedback in 24 hours
- Simultaneous and 3+2 capability backed by ISO 9001-aligned quality control
Consigue al instante presupuestos, plazos de ejecución de los proyectos y comentarios sobre el diseño para la fabricación (DFM).
- Todas las subidas de archivos son seguras y confidenciales.
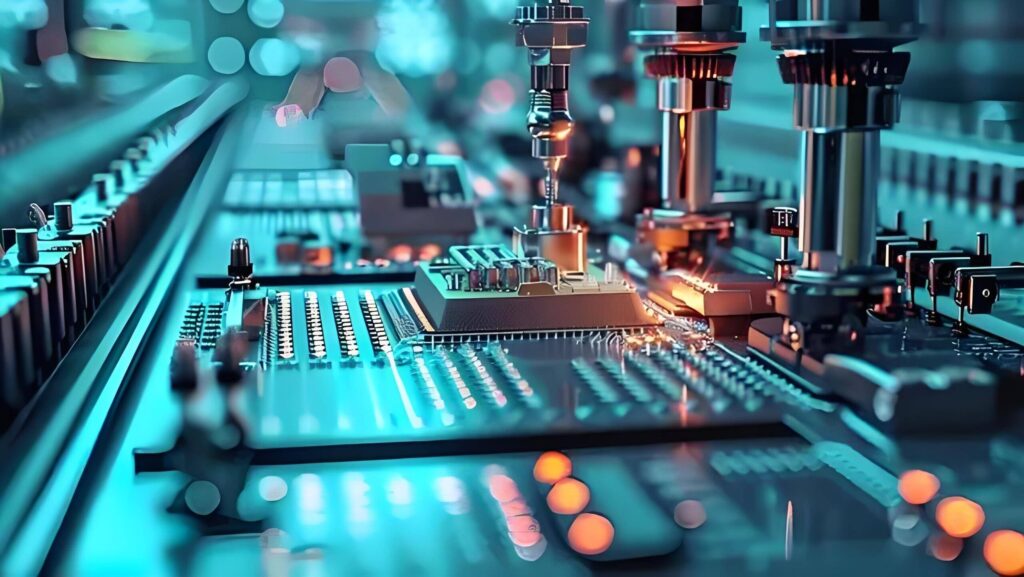
What is 5-Axis Machining?
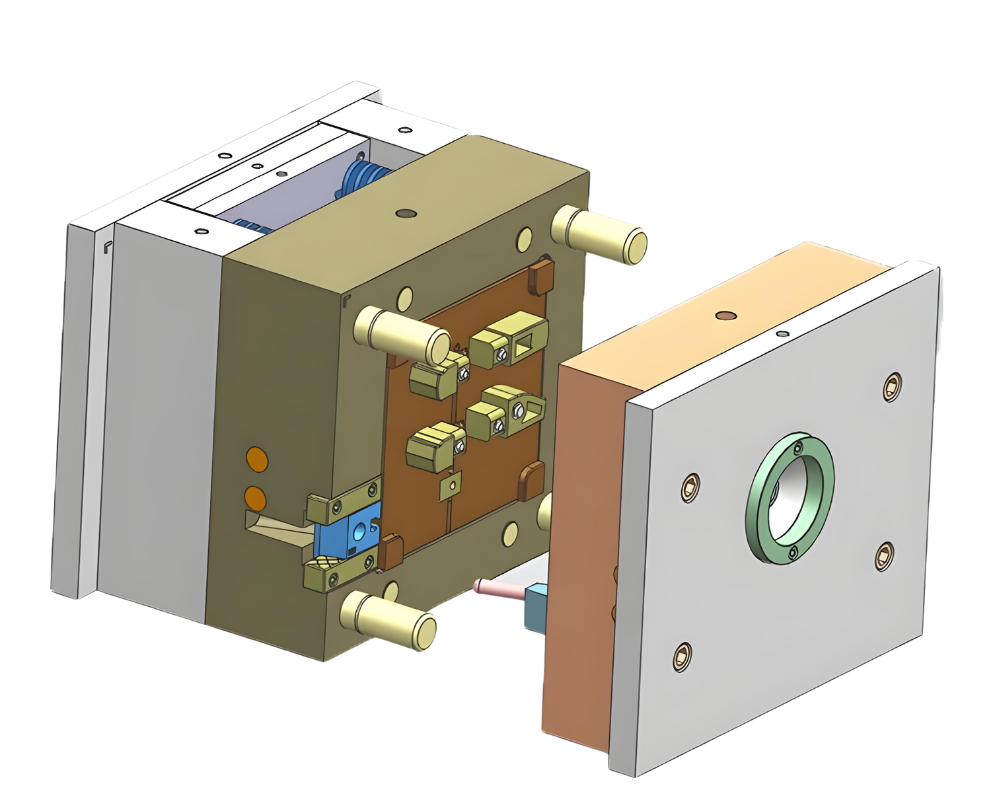
5-axis Mecanizado CNC is a multi-axis process where the cutting tool moves along three linear axes (X, Y, Z) plus two rotary axes (A and B, or B and C), letting the tool approach the part from almost any direction. Adding those two rotations means a part can be cut on multiple faces in a single setup instead of being unclamped and repositioned again and again.
This is what makes 5-axis ideal for complex, contoured, and multi-face parts. By reaching features from the best angle, the machine holds tighter positional tolerances, reduces setups, and improves surface finish on curved geometry. At Mecanizado XY, we run both simultaneous and 3+2 machining and match the mode to your part’s geometry, tolerance, and cost targets.

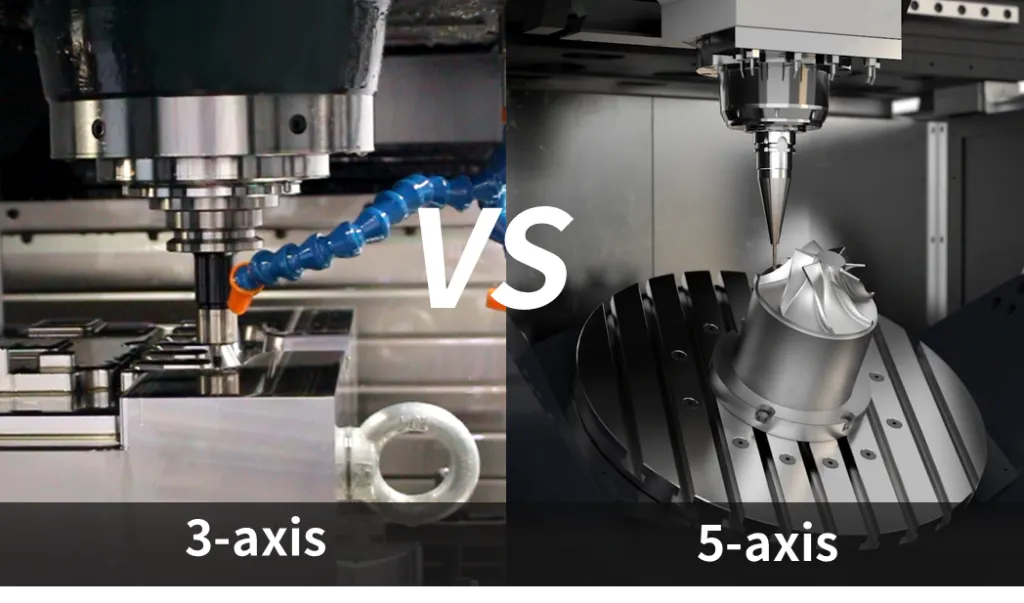
5-Axis vs 3-Axis Machining
5-axis CNC machining moves the tool across five axes so it can reach the part from many angles in one setup. Traditional 3-axis milling moves along X, Y, and Z only, so multi-face parts need repeated repositioning. The two extra rotary axes let 5-axis cut deep cavities, curved surfaces, and undercuts with higher precision and fewer setups, which shortens lead time and improves accuracy.
The honest part most suppliers skip: 3-axis is still the right, cheaper choice for simple prismatic parts with flat faces and basic features. The advantages of 5-axis CNC machining show up specifically on aerospace components, turbine blades, impellers, medical implants, molds, and highly contoured mechanical parts, where fixed tool angles or many setups would hurt tolerance and finish. We route each part to the process that meets the drawing at the lowest justified cost, and every project gets engineering review, DFM analysis, and inspection to ISO quality standards.




Nuestras capacidades
XY Machining provides advanced multi-axis manufacturing for both prototypes and production. From complex geometry through finishing, we support complete precision builds under one roof, with the same process controls and inspection at every volume.
¿Por qué elegirnos para los servicios de mecanizado CNC personalizado de 5 ejes?
5-axis CNC machining is built for parts that demand complex angles, sculpted surfaces, and high accuracy without the delays and risk of multiple setups. With advanced multi-axis programming and stable workholding, we turn detailed CAD models into production-ready components with consistent results. We support rapid prototypes through high-volume production, and many projects run as 3+2 or simultaneous machining depending on geometry, tolerance, and cost targets.
What you can expect: complex geometry in fewer setups for better accuracy and throughput; secure upload and confidentiality for sensitive projects; inspection options including CMM measurement, critical-dimension reports, and photo documentation as required; and material options across common metals and plastics with surface finishing support.
Cost-effective natural machined state; tool marks may be visible where appearance is not the priority.

Uniform matte texture that reduces glare and softens machining marks.
Clean directional lines for a premium metallic look on visible parts.
Electrochemical coating on aluminum for corrosion resistance and color options
Thicker anodic layer for wear resistance in friction or harsh environments.

Balances surface protection with electrical conductivity for electronics and enclosures.
Clear, refined surface for optical-grade plastics and display parts.
High-gloss, reflective finish for premium cosmetic parts.
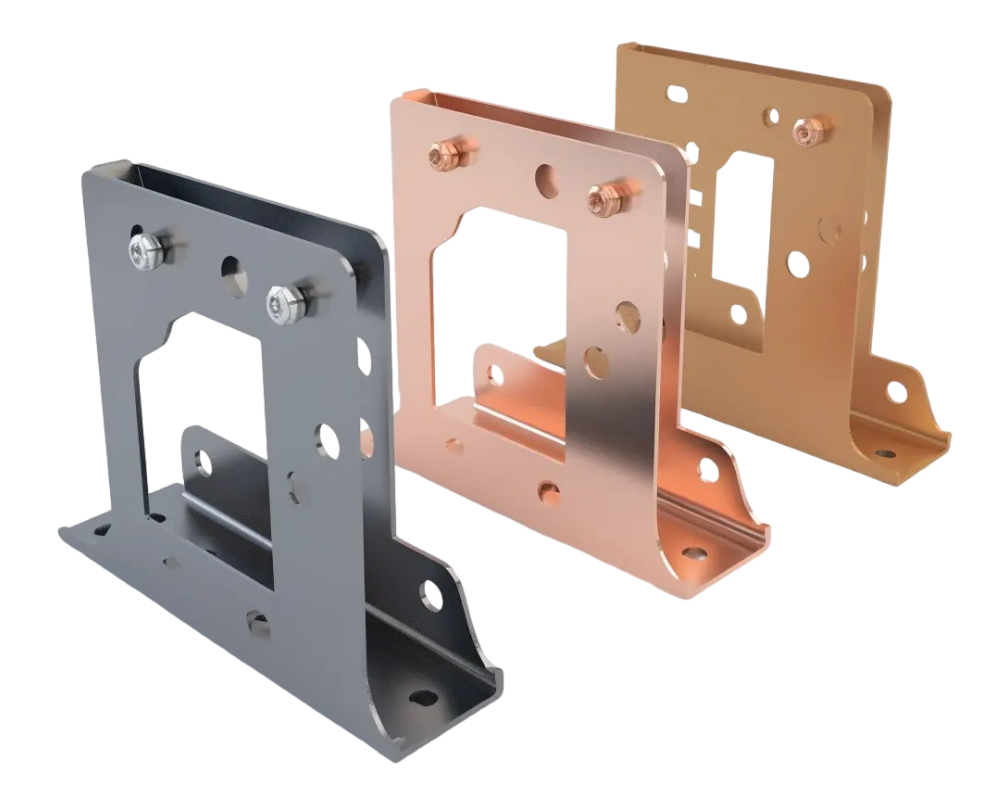
Acabados superficiales en el mecanizado CNC
Capabilities for 5-Axis Machining
Característica | Especificaciones |
Tolerancias generales | ISO 2768-m, salvo que se indique lo contrario. |
Tolerancias de precisión | Standard ±0.005 in (±0.127 mm), tighter down to ±0.001 in (±0.025 mm) depending on geometry. |
Machining modes | 3+2 positional and simultaneous 5-axis, matched to the part. |
Tamaño máximo de la pieza | Up to 4000 × 750 × 660 mm (machine dependent). |
Minimum feature size | 0.5 mm (material and geometry dependent). |
Volumen de producción | Prototipos: 1-100 unidades. Pequeñas series: 100-10 000 unidades. Producción: más de 10 000 unidades. |
Because features on multiple faces are referenced to one setup, our 5-axis CNC machining services hold tight positional tolerances to ±0.001 in across faces, confirmed per feature during DFM so you only pay for precision where the part needs it.
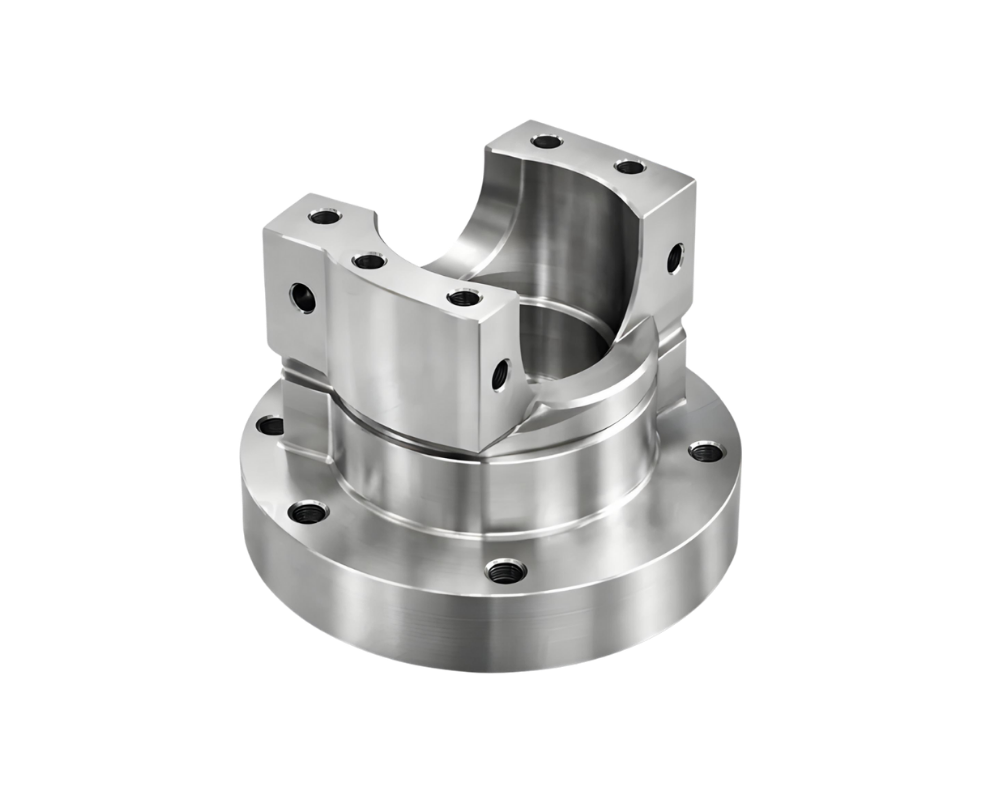
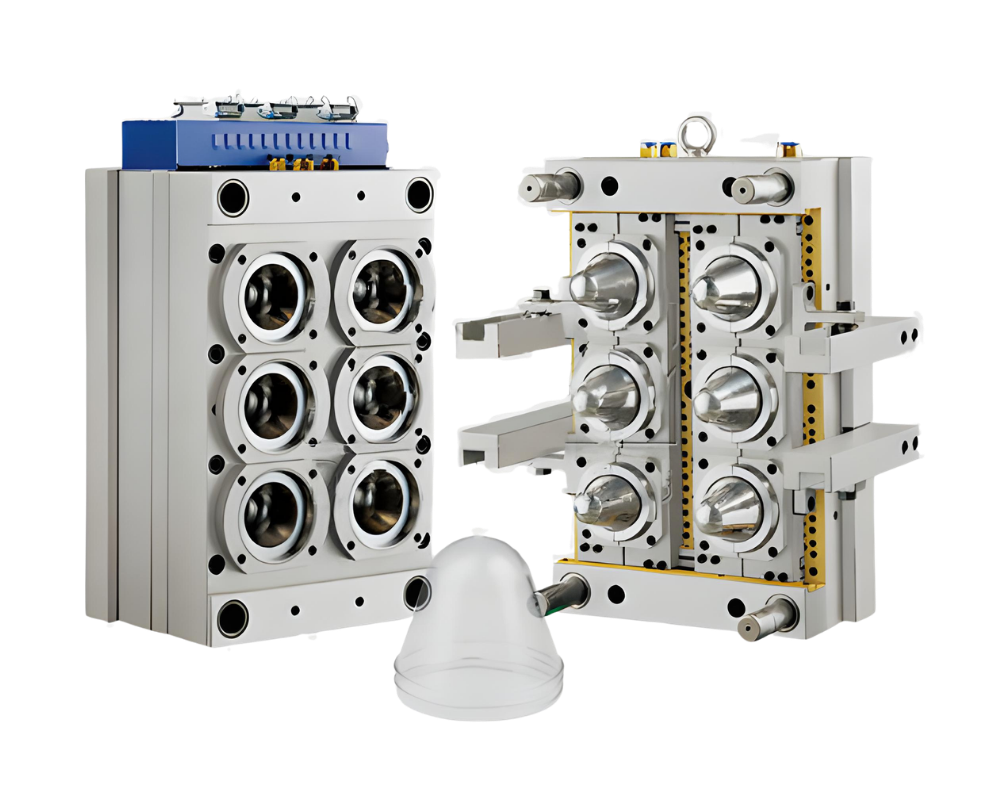
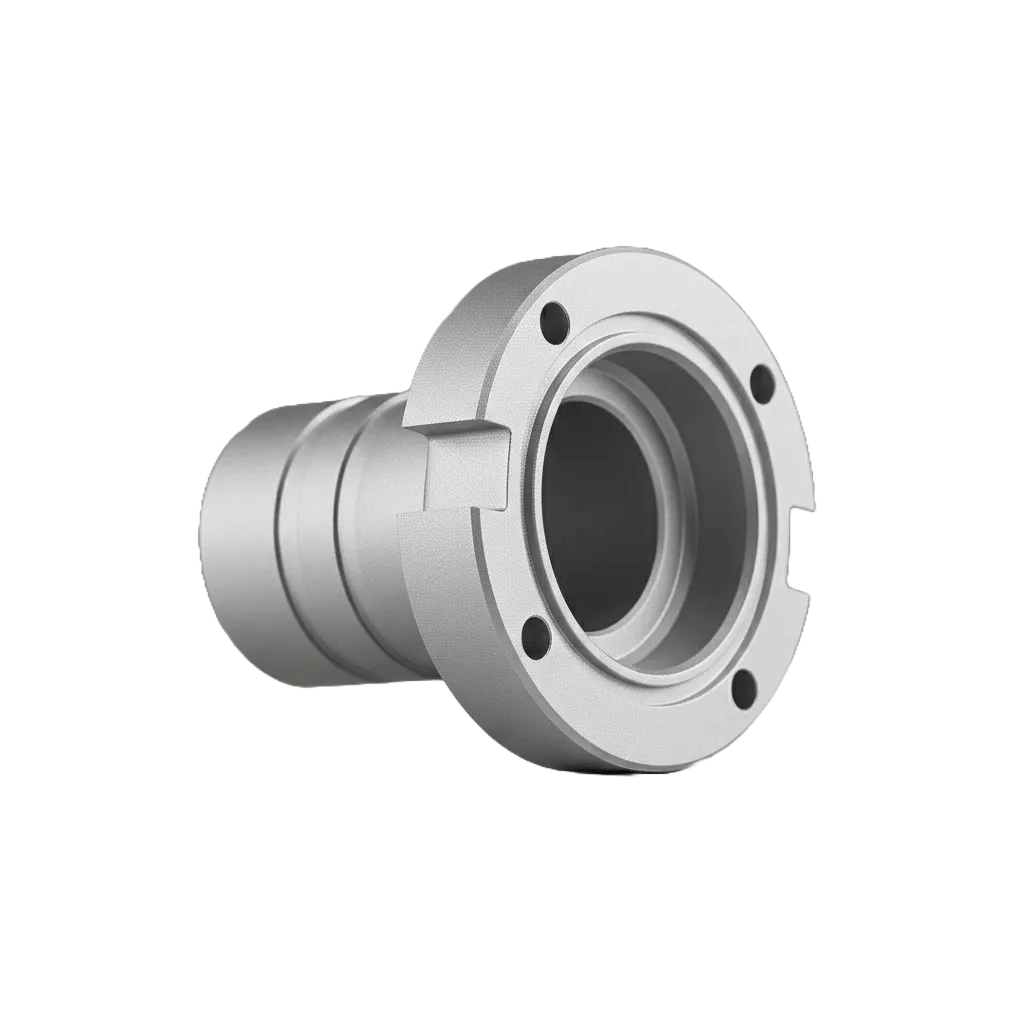
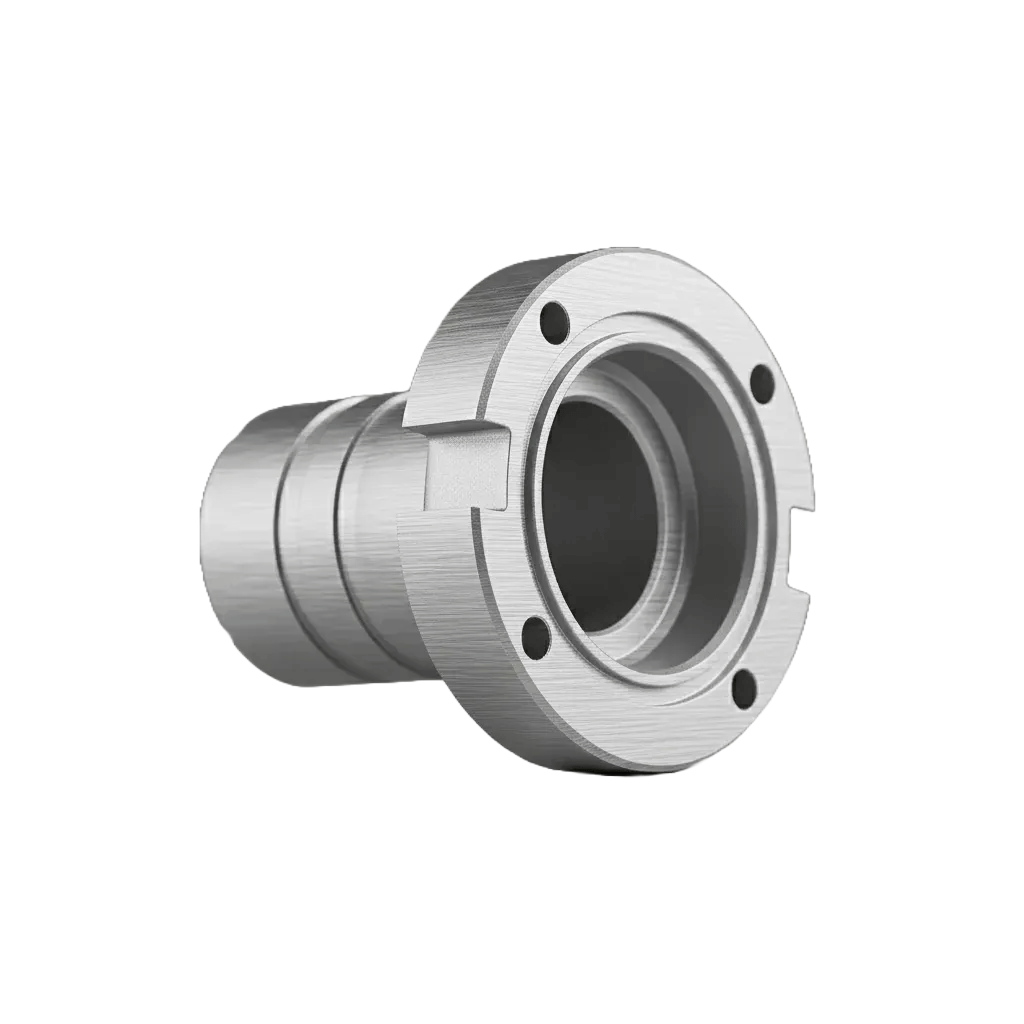
Our 5-Axis CNC Machining Gallery
Our portfolio shows high-precision 5-axis components, from intricate contoured parts to multi-face precision work. Each part reflects our commitment to ISO-certified quality and consistent, repeatable accuracy on complex geometry.






Design Guidelines for 5-Axis Machining
A few design choices decide most of your 5-axis cost and quality. These guidelines help your part machine cleanly the first time:
Característica | Directriz |
Espesor de la pared | Keep ≥ 0.5 mm for metals; thicker walls improve stability and reduce vibration. |
Deep cavities | Avoid excessive depth-to-diameter ratios where possible for tool reach and rigidity. |
Tolerance strategy | Apply tight tolerances only to functional features to control cost. |
Surface finish callouts | Specify required Ra values on the drawing so we set the right strategy. |
Undercuts and complex angles | 5-axis reaches angled features without additional setups; use it where it helps. |
Material selection | Aluminum 6061/7075, titanium, and stainless 303/304/316 are common, machinable choices. |
Part orientation | Optimize geometry to reduce vibration and tool deflection. |
Sectores a los que prestamos servicio

Álabes de turbina, soportes estructurales, carcasas y componentes de vuelo de precisión que requieren tolerancias estrictas.
Implantes ortopédicos, componentes quirúrgicos y herramientas médicas de precisión.

Componentes de motor de alto rendimiento y piezas estructurales ligeras.
Conjuntos mecánicos complejos y componentes de automatización de precisión.
¿Qué diferencia a XY Machining del resto?
Del prototipo a la producción: un socio de confianza
- Amplia experiencia demostrada en los sectores médico, de la automoción, de la electrónica y de la robótica
- Asistencia técnica ágil con respuesta rápida a las solicitudes de presupuesto
- Capacidad de mecanizado CNC moderno de 3 y 5 ejes
- Comentarios colaborativos sobre el diseño para la fabricación (DFM) para reducir el riesgo y los costes
- Producción bajo demanda fiable con inspección documentada
Cómo funciona: flujo de trabajo en tres fases
Garantizamos que las piezas CNC se entregan a tiempo y que el proceso es totalmente transparente en los siguientes tres sencillos pasos:


Envía tus archivos en formato STEP, IGES u otros formatos estándar y recibe un presupuesto, además de comentarios sobre la fabricación (DFM), para optimizar tu diseño.
Your components are machined on 5-axis centers with multi-axis toolpaths, verified through in-process inspection.
Parts pass dimensional inspection, including CMM where required, and ship securely with documentation on request
Soluciones integrales de XY Machining
Preguntas frecuentes
Is 5-axis CNC machining more expensive than 3-axis?
The hourly rate for 5-axis is typically 50 to 100 percent higher than 3-axis because the machines, software, and operator skill cost more. But hourly rate is the wrong number to judge. For the right parts, 5-axis machining removes several setups, custom fixtures, and manual re-clamping, so the total part cost often comes out lower even at the higher rate. Our 5-axis CNC machining services quote the complete cycle, not just machine time, so you see the true cost and can compare it against a multi-setup 3-axis route.
When is 5-axis machining unnecessary or overkill?
If a part finishes in one or two simple 3-axis setups and has no tight positional tolerances between faces, 5-axis adds programming time and machine cost without improving the result. Flat plates, blocks, and simple brackets belong on a 3-axis mill. 5-axis also does not fix distortion from thin walls or stress release, which is a material issue, not a setup issue. We flag these cases during DFM and route the part to the cheapest process that still meets the drawing.
Can 5-axis machining combine multiple parts into one component?
Yes, and this is one of the biggest advantages of 5-axis CNC machining. Because the tool can reach features on multiple faces in one setup, several separate components can often be redesigned as a single monolithic part cut from one billet. That eliminates assembly labor, fasteners, joints, and the tolerance stack-up that builds up across an assembly. Aerospace brackets and housings are common candidates. Send the assembly and we advise whether consolidating it into one machined part lowers cost and improves reliability.
Does 5-axis produce a better surface finish than 3-axis on curved parts?
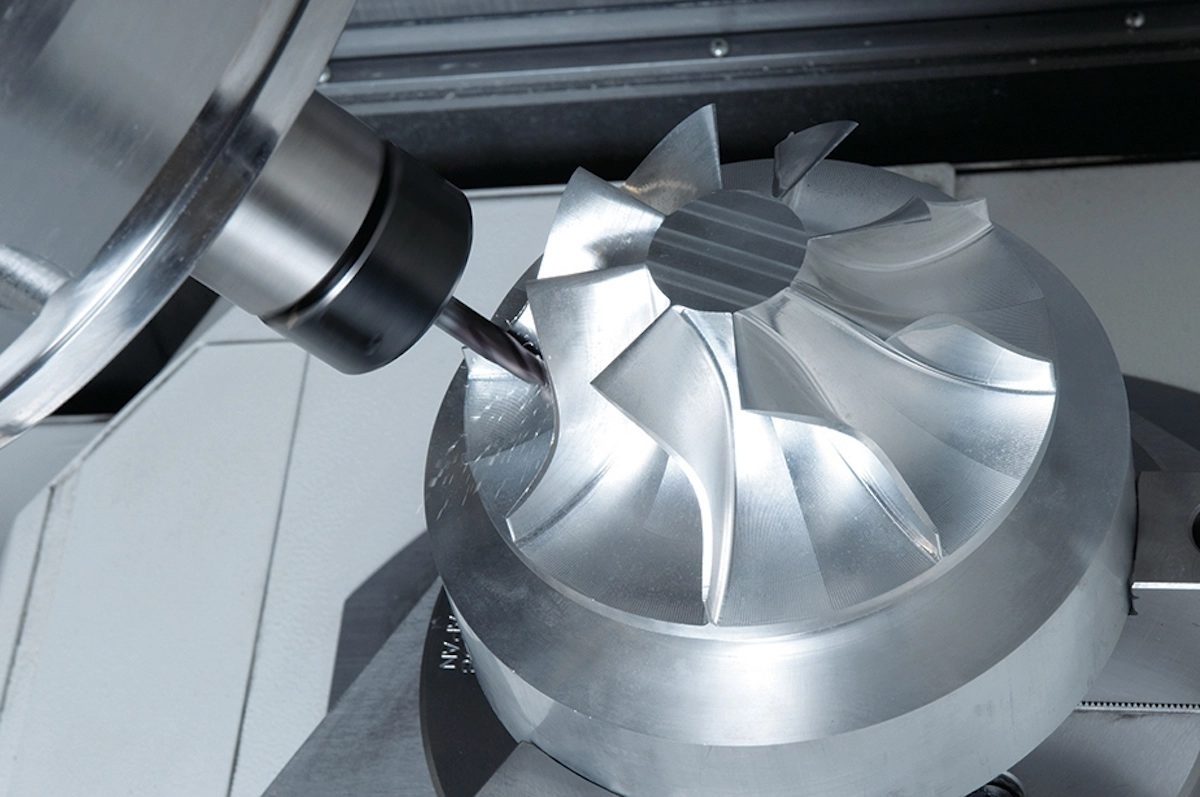
On continuously curved surfaces, yes. A 3-axis machine approximates a curve with a ball end mill and very fine step-overs, and near the tool tip the cutting speed drops to nearly zero, so the tool rubs and leaves a poor finish. In simultaneous 5-axis machining the tool tilts to keep the cutting edge, not the tip, engaged at a constant optimal angle, which gives a cleaner finish in less time. For impellers, blades, and sculpted housings, 5-axis usually finishes better and faster than a 3-axis ball-milling approach.
What kinds of complex parts is 5-axis machining best for?
5-axis excels at parts with continuously curved surfaces, compound angles, and features on many faces that share tight positional tolerances. Typical examples include turbine blades, impellers, blisks, airfoils, orthopedic implants, monolithic aerospace brackets, and molds with deep cores and cavities. These shapes either cannot be reached with fixed tool angles or would need too many 3-axis setups to hold their tolerances. If your part has organic curvature or multi-face datums, it is a strong 5-axis candidate.
How does machining in one setup improve accuracy across faces?
Every time a part is unclamped and re-fixtured, a small positional error is introduced between the new setup and the previous one, and those errors stack up across features. 5-axis machining references all faces to a single workpiece coordinate system in one setup, so features on different faces stay tightly related to each other. That is why 5-axis can hold position tolerances of ±0.001 in or better across multiple faces. Fewer setups also means fewer chances for handling damage and mis-location.
Can you reach deep pockets and undercuts with 5-axis machining?
Yes. By tilting the part or the spindle, 5-axis lets us reach deep pockets and undercuts with a shorter, more rigid tool instead of a long, thin cutter that chatters and deflects. Shorter tools cut more accurately, last longer, and leave a better finish in hard-to-reach areas. Undercuts and angled features that a 3-axis machine cannot reach at all are routine on 5-axis. Mark the deep or angled features on your drawing and we plan tool access during DFM.
Can you 5-axis machine hard metals like titanium and Inconel?
Yes. We 5-axis machine aluminum 6061 and 7075, stainless steel 303, 304, and 316, titanium, and nickel superalloys such as Inconel that are common in aerospace and medical work. Hard alloys cut slower and wear tooling faster, so cycle time and cost rise compared to aluminum, and rigid workholding matters more. The payoff is that 5-axis holds a constant, controlled cutting angle that helps manage heat and tool load in these tough materials. Tell us the alloy and the critical features and we confirm the approach.
What files and information do you need for a 5-axis quote?
Send a 3D model, ideally a STEP file, plus a 2D drawing that calls out critical tolerances, GD&T, surface finish, and material. On multi-face parts the GD&T and datum scheme matter as much as the model, because they tell us which relationships must be held in one setup. We accept STEP, STP, SLDPRT, STL, DXF, X_T, X_B, IPT, CATPART, PRT, SAT, 3MF, and JT files. Every upload is covered by NDA, and you receive pricing plus DFM feedback within 24 hours.
What determines the lead time for a 5-axis machined part?
The main drivers are material availability and any heat-treat scheduling, the time to prepare fixtures or soft jaws, the CAM programming and collision checking for complex toolpaths, and the depth of the inspection plan such as a full first-article or CMM report. Simple 3+2 parts in stocked aluminum move fastest, while simultaneous 5-axis work in titanium with full inspection takes longer. Because we review manufacturability up front, we catch schedule risks early. You get a realistic, committed lead time inside the quote.


