Moldeo de caucho de silicona líquida
Get flexible, heat-resistant, biocompatible parts from liquid silicone rubber molding built for engineers who need tight tolerances, the right durometer, and consistent quality at volume. XY Machining runs LSR injection molding in platinum-cured, two-part silicone, from prototype tooling through high-volume production, for medical, automotive, electronics, and consumer parts. Upload your CAD file, get DFM feedback on gating, venting, and shrinkage before the tool is cut, and receive parts held to tight tolerances with the material trade-offs spelled out up front.
- Medical-grade, food-grade, and industrial LSR in a wide durometer
- Platinum-cured silicone with USP Class VI and ISO 10993 options
- Prototype, bridge, and hardened-steel production tooling under one roof
Consigue al instante presupuestos, plazos de ejecución de los proyectos y comentarios sobre el diseño para la fabricación (DFM).
- Todas las subidas de archivos son seguras y confidenciales.
What is Liquid Silicone Rubber Molding?
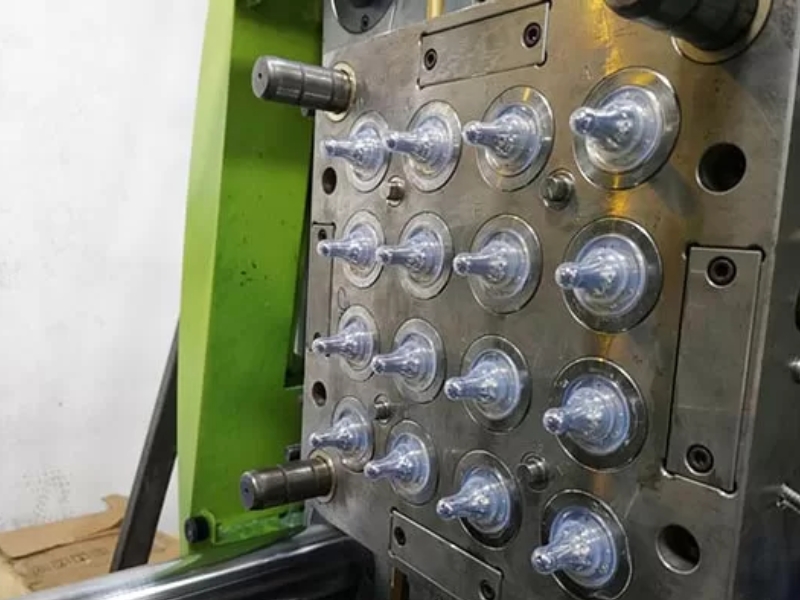
Liquid silicone rubber molding is a high-precision injection process that produces flexible, heat-resistant, durable silicone parts. The two-part liquid material, a base and a catalyst mixed at a 1:1 ratio, is injected into a heated mold cavity where it cures through a permanent thermoset reaction into a stable rubber part. Because LSR is a thermoset, the cured part cannot be melted again like a thermoplastic.
En Mecanizado XY we use advanced silicone rubber injection molding systems to run medical-grade, food-grade, and industrial silicone in complex geometries with tight tolerances and high repeatability, ideal for automoción, medical devices, electrónica, and consumer products that need flexibility, chemical resistance, and long service life

¿Por qué elegir XY Machining para el moldeo de caucho de silicona líquida?
High-quality LSR parts depend on mold design and process control, not just the press. Our engineering optimizes gating, venting, and curing cycles to deliver consistent quality and reduce production cost, from prototype tooling through full production volumes. We operate under certified quality systems with strict inspection, and provide traceability, fast lead times, and dependable performance for critical industries such as medical, automotive, and electronics. From material selection through final inspection, we confirm the durometer, cure system, and achievable tolerances before the mold is cut, so your custom silicone rubber molding project starts with the trade-offs already clear.
A clean molded surface straight from the tool, suitable for functional silicone components.

Light surface texturing that reduces glare and improves grip performance.
Pulido suave de la cavidad para mejorar la claridad de la superficie y conseguir un aspecto más refinado.
Special mold textures for branding or specific aesthetic requirements.
Calidad de superficie controlada para aplicaciones médicas y sanitarias.

Acabados superficiales en el moldeo de caucho de silicona líquida
Capacidades para el moldeo de caucho de silicona líquida
These capabilities cover most engineering LSR work. General tolerances follow ISO 2768-M, with precision to plus or minus 0.05 mm confirmed per geometry, since silicone shrinks as it cures and tight callouts depend on wall design and material grade.
Característica | Descripción |
Tolerancias generales | Rango de tolerancia según la norma ISO 2768-M |
Tolerancias de precisión | Achievable up to ± 0.05 mm depending on geometry |
Espesor mínimo de la pared | 0,3–0,5 mm, dependiendo del tipo de material |
Opciones de materiales | LSR de grado médico, de grado alimentario e industrial |
Tamaño máximo de la pieza | En función del diseño del molde y la capacidad de la prensa |
Volumen de producción | Desde prototipos hasta más de 100 000 piezas |
Opciones de herramientas | Aluminum prototype molds and hardened steel production molds |
Sectores a los que prestamos servicio

Biocompatible silicone components under strict dimensional and safety control for devices, seals, and wearables.
Waterproof seals, gaskets, and keypad interfaces with excellent electrical insulation and flexibility.

Durable seals, grommets, and vibration-damping parts that withstand heat, cold, and chemical exposure.
Custom silicone housings, covers, and flexible components for automation systems.
¿Qué diferencia a XY Machining del resto?
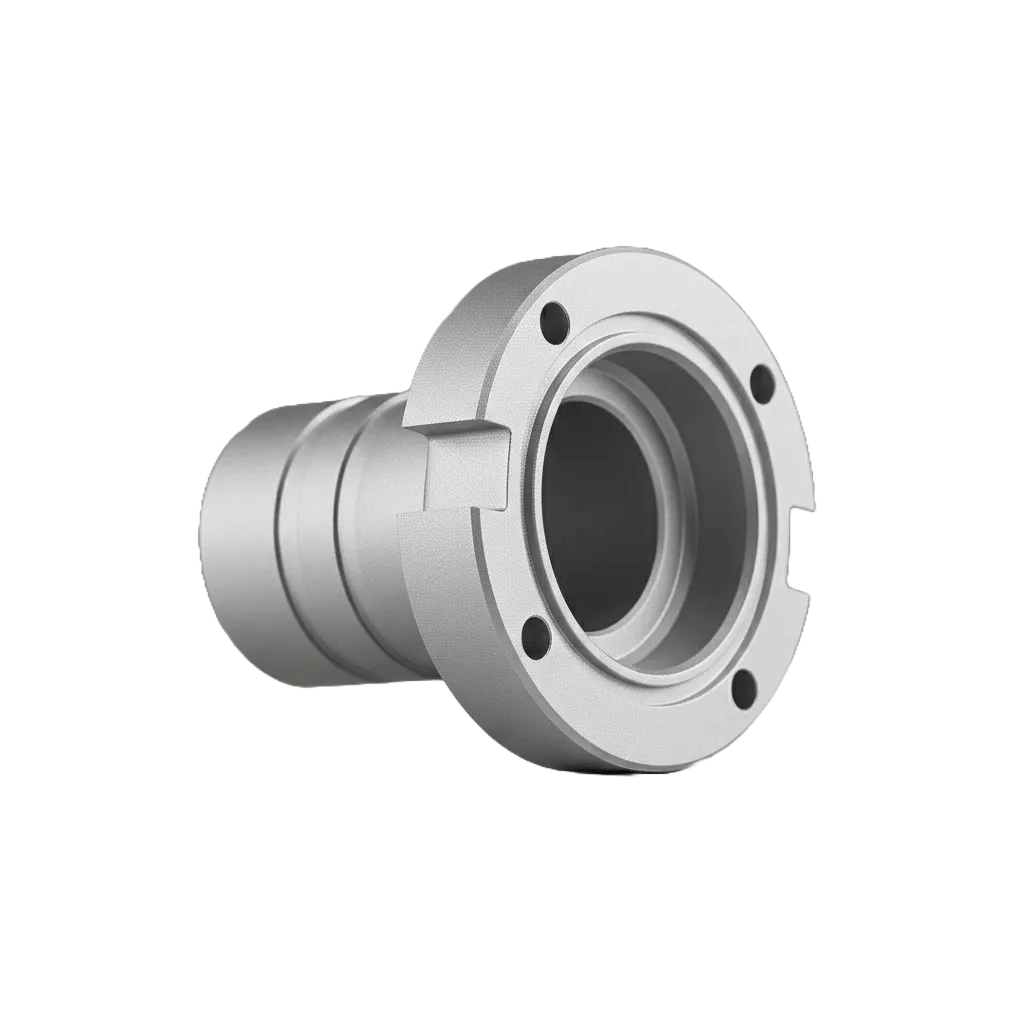
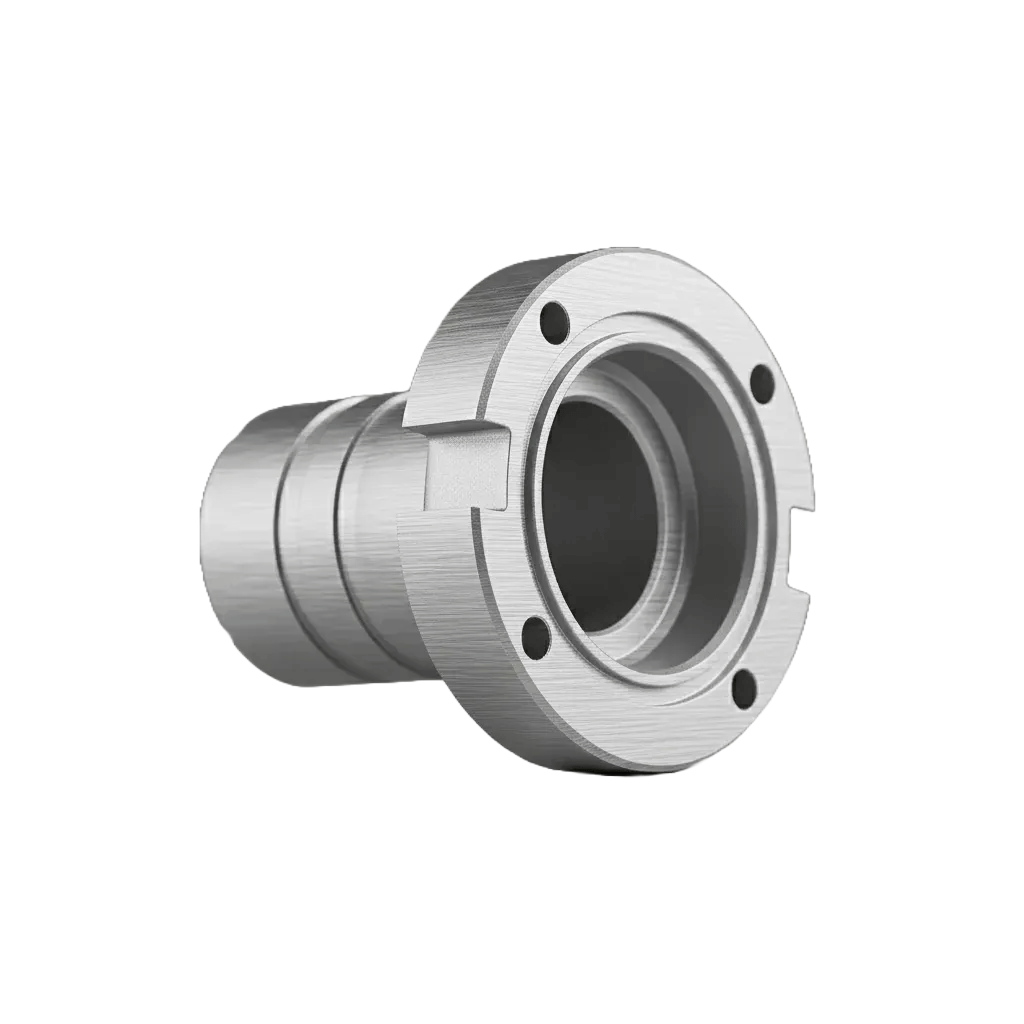
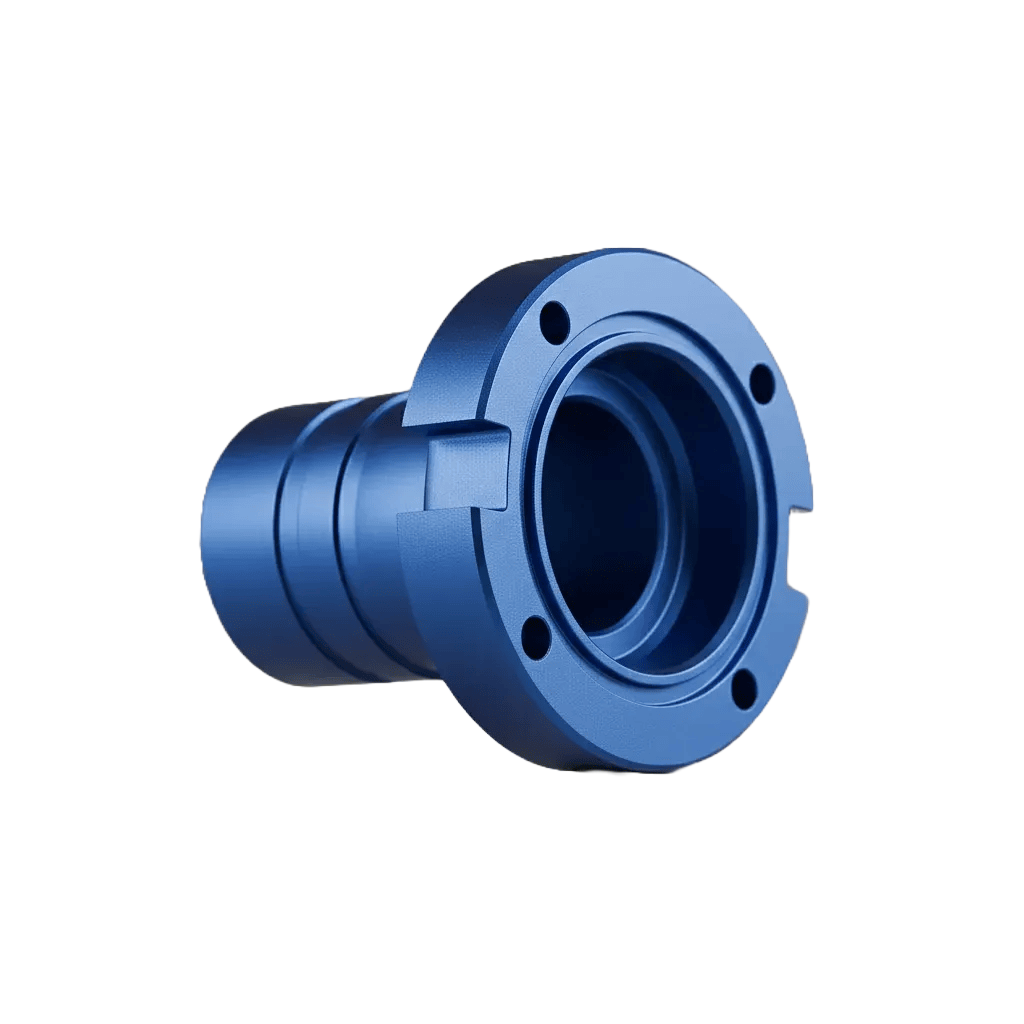
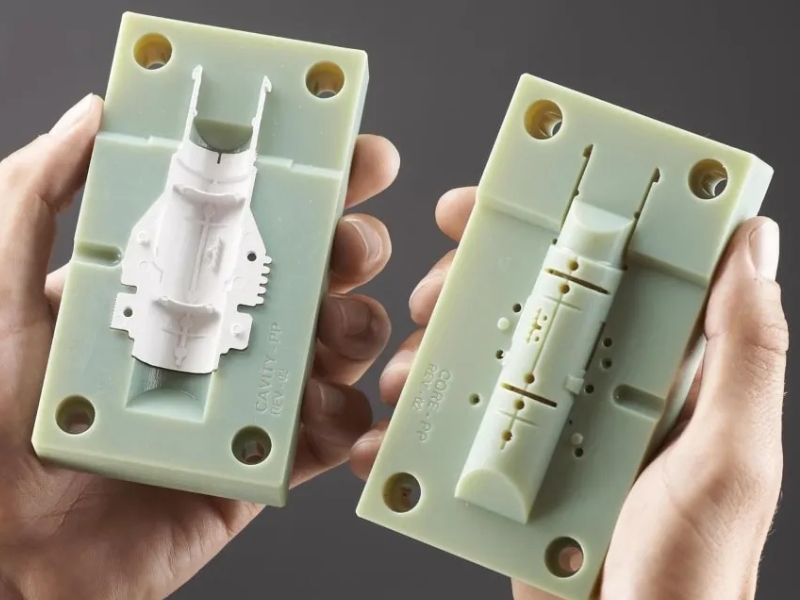
Our LSR Molding Gallery
These examples show precision LSR molded components, including medical seals, silicone gaskets, valves, wearable device parts, and automotive connectors. Each reflects dimensional accuracy, clean molding, correct venting, and ISO-aligned quality inspection.





Design Guidelines for Liquid Silicone Rubber Molding
Good LSR design prevents the two most common defects, air traps and flash, before the tool is cut. These guidelines keep parts bubble-free and easy to demold:
Característica | Directriz |
Ángulo de tiro | Se recomienda entre 1° y 3° para facilitar el desmoldeado |
Espesor de la pared | Uniform thickness to prevent air traps |
Recortes por debajo | Achievable with slides or advanced tooling |
Radios y esquinas | Las esquinas redondeadas mejoran el flujo del material |
Desahogo | Una ventilación adecuada garantiza que las piezas de silicona no presenten burbujas |
Índice de contracción | Depende del tipo de silicona y de las condiciones de curado |
Sobremoldeo | LSR bonds with compatible plastics or metals |
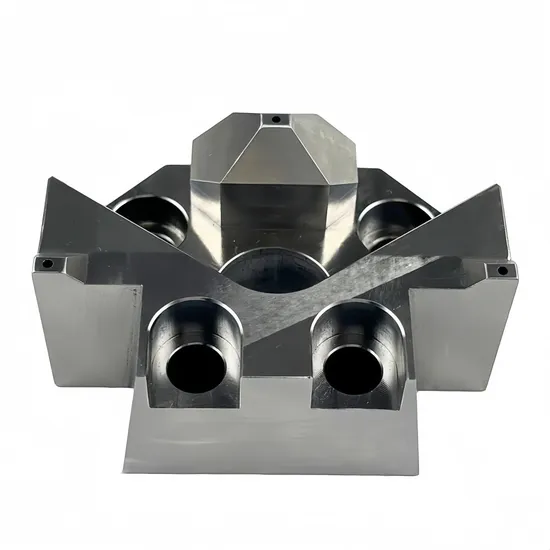
Aluminum tooling that moves you from idea to functional silicone parts fast, ideal for prototypes and low-volume runs where speed and precision both matter.
Hardened tooling built for long-term durability, delivering consistent, accurate parts across full-scale production.
Ventajas del moldeo con caucho de silicona líquida
- Alta precisión y repetibilidad: El moldeo por inyección de LSR permite obtener piezas de silicona uniformes y con tolerancias muy ajustadas para aplicaciones exigentes.
- Excelente resistencia a la temperatura: Withstands extreme heat and cold, typically from about -50°C to +250°C, without losing flexibility.
- Biocompatibilidad y seguridad: Medical-grade LSR is ideal for healthcare, food-contact, and wearable applications.ade LSR is ideal for healthcare, food, and wearable applications.
- Resistencia química y a los rayos UV:Durable against moisture, chemicals, ozone, and environmental exposure.
Del prototipo a la producción: un socio de confianza
- Amplia experiencia demostrada en los sectores médico, de la automoción, de la electrónica y de la robótica
- Asistencia técnica ágil con respuesta rápida a las solicitudes de presupuesto
- Capacidad de mecanizado CNC moderno de 3 y 5 ejes
- Comentarios colaborativos sobre el diseño para la fabricación (DFM) para reducir el riesgo y los costes
- Producción bajo demanda fiable con inspección documentada
Cómo funciona: flujo de trabajo en tres fases
Garantizamos que las piezas CNC se entregan a tiempo y que el proceso es totalmente transparente en los siguientes tres sencillos pasos:


Submit your 3D model and receive DFM feedback on wall thickness, venting, and draft before the mold is cut.
After tooling approval, the two-part LSR is metered, mixed, and injected into a heated mold under process control, with in-process inspection.
Parts pass dimensional and cosmetic inspection and ship with QC documentation available on request.
Soluciones integrales de XY Machining
Preguntas frecuentes
What durometer (Shore hardness) of LSR should I choose?
Durometer is the single most important LSR spec, and it maps directly to how the part behaves. Most LSR falls on the Shore A scale between about 10A and 80A: soft grades near 10 to 30A conform and seal well for wearables, cushioning, and soft-touch parts, medium 40 to 50A grades suit seals, gaskets, and buttons that flex, and firm 60 to 80A grades handle structural seals, connectors, and load-bearing parts. Very soft gel-like grades run on the Shore 00 scale for delicate medical work. We help you pick the durometer during DFM based on whether the part seals, flexes, grips, or supports load, since the wrong hardness is a common cause of field failure.
What temperature range can LSR parts withstand?
LSR holds up across a far wider temperature range than most thermoplastics, typically from around -50°C to +250°C, and stays flexible at both extremes. That stability is why it is chosen for automotive under-hood seals, medical devices that face sterilization, and electronics exposed to heat cycling. Specialty grades like high-temperature silicone and fluorosilicone extend performance further for the most demanding environments. We confirm the grade against your part’s real service temperature so the seal or component performs over its full life, not just at room temperature.
Is LSR platinum-cured or peroxide-cured, and does it matter?
We use platinum-cured LSR, and the cure system matters more than most buyers expect. Platinum cure produces very low residual volatiles, cures faster, and gives better optical clarity, which is why it is the standard for medical, food-contact, and optical parts and is required for most biocompatible applications. Peroxide cure is slower and leaves volatiles that must be driven off by post-baking, so it is limited to general industrial use. Platinum chemistry also enables self-adhesive LSR for overmolding onto compatible plastics. For any regulated part, platinum cure is the right and usually the required choice.
What is the difference between LSR and TPE?
Both are flexible, but they are fundamentally different materials with different processes. LSR is a thermoset: it cures permanently in a heated mold and cannot be remelted, which gives it a much wider temperature range, better chemical and UV resistance, and true biocompatibility for medical and food use. TPE is a thermoplastic elastomer that melts and resolidifies, so it is cheaper to process and easier to recycle, but it softens at high temperature and generally will not match LSR on heat, longevity, or regulatory performance. Choose LSR when the part faces heat, sterilization, chemicals, or skin contact, and TPE when cost and easy processing matter more than extreme performance.
How much does LSR molding cost?
Two costs drive an LSR quote: the mold (a fixed, upfront cost) and the per-part price, which falls as volume rises because tooling spreads across more parts. Aluminum prototype and bridge tooling keeps upfront cost low for early runs, while hardened steel multi-cavity molds pay off at high volume. Beyond tooling, the biggest levers are part size, durometer and grade (medical and specialty silicones cost more than industrial grades), cavity count, and cycle time. LSR does have low material waste and fast cycles thanks to a cold-runner system, which helps unit cost at scale. We break the cost drivers down during DFM so you tool for the volume you actually have.
What tolerances can you hold on LSR parts?
General tolerances follow ISO 2768-M, and we hold precision up to plus or minus 0.05 mm confirmed per feature. Silicone is inherently looser than machined metal because it shrinks as it cures, and shrinkage varies with grade, wall thickness, and cure conditions, so we design the mold to compensate for that specific shrinkage. Uniform walls and proper venting matter as much as the number, because air traps and flash are the usual causes of out-of-spec parts. We confirm the achievable tolerance for your geometry during DFM so you specify tight callouts only where the part truly needs them.
Can LSR be molded in custom colors or clear?
Yes. LSR is naturally translucent or white and takes color easily, because liquid pigment is metered in as a third stream before the material enters the mixer, giving consistent color throughout the part rather than a surface coating. We can match custom colors for branding or color-coding, and run water-clear grades for optical and light-guide parts. Because the pigment is dosed inline, color stays uniform across a full production run. Tell us the target color or optical requirement during DFM so we validate the grade and pigment load.
What certifications do you offer for medical LSR parts?
For medical and food-contact work we run biocompatible, platinum-cured LSR with USP Class VI and ISO 10993 options, molded under certified quality systems with documented inspection and traceability. Platinum-cured silicone is compatible with autoclave, gamma, and EtO sterilization, which suits both reusable and single-use devices. Medical parts also usually require post-baking to drive off any residuals, which we build into the process. Tell us the standard your part must meet during DFM so we specify the correct silicone grade, cure, and inspection plan from the start.
What is the minimum wall thickness for an LSR part?
We mold walls as thin as 0.3 to 0.5 mm depending on the silicone grade, which is thinner than most thermoplastics allow because low-viscosity LSR flows into fine features well. The key is keeping wall thickness uniform, since sudden changes cause air traps and inconsistent cure. LSR’s flexibility also lets it release from features that would lock up a rigid plastic part, which opens up thin membranes, seals, and delicate geometries. We check wall thickness and flow during DFM and suggest adjustments so the part fills cleanly and demolds without tearing.
How long does LSR tooling and production take?
Lead time splits into tooling and production. Prototype aluminum tooling is fastest, and many LSR molders deliver prototype-to-parts in roughly two to three weeks, while hardened production tooling takes longer because it is built for high cavity counts and long life. Once the mold is validated, LSR’s fast cure and cold-runner system give short cycle times and efficient high-volume runs. Because tooling is the longest and most expensive step, we finalize the design through DFM before cutting steel, so you avoid the re-cuts that stretch schedules. You get a committed lead time inside your quote.


