Servicios de fabricación de moldes a medida
Get production-ready injection molds from custom mold making services built for engineers who need repeatable part quality, the right steel for the volume, and honest lead times. XY Machining designs and manufactures single cavity, multi cavity, stack, and 2K molds in aluminum and hardened tool steel, backed by in-house Mecanizado CNC, EDM, and dimensional inspection. Upload your CAD file, get DFM and mold-flow feedback before any steel is cut, and receive tooling matched to your production volume instead of over-built for it.
- Aluminum and tool-steel molds from prototype to 1,000,000-plus cycles
- DFM and mold-flow review on every project before tool fabrication
- SPI Class 101 to 105 tooling, precision to plus or minus 0.02 mm
Consigue al instante presupuestos, plazos de ejecución de los proyectos y comentarios sobre el diseño para la fabricación (DFM)
- Todas las subidas de archivos son seguras y confidenciales.
¿Qué es la fabricación de moldes a medida?
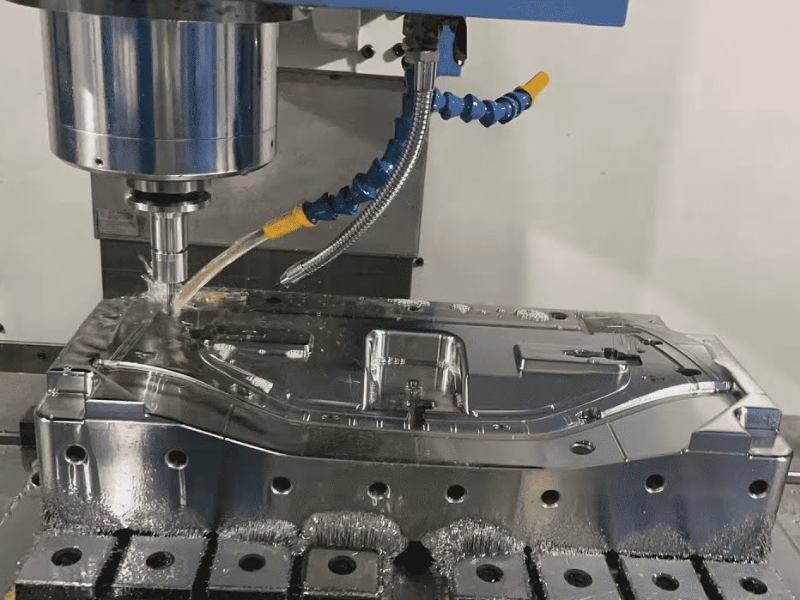
Custom mold making is the process of designing and machining an injection mold that produces a specific plastic part in repeatable cycles. The mold is cut from aluminum or hardened tool steel depending on volume, part complexity, and required mold life, then finished, fitted, and sampled before production. Injection molding mold making combines CAD design, mold-flow analysis, precision CNC machining, EDM for fine detail, and hand fitting into one tool that holds dimensional accuracy shot after shot.
En Mecanizado XY we handle mold design, DFM review, machining, assembly, and T1 sampling in-house, so the tool that reaches production is the tool that was engineered for it.

Capacidades de fabricación de moldes
Molde de una sola cavidad
The lowest-cost entry point and the fastest to build. A single cavity mold suits prototype tooling, bridge production, and very large parts, holding tight tolerances while keeping upfront investment low.
Molde de múltiples cavidades
Produces several identical parts in one injection cycle. Multi cavity tooling raises the upfront cost but lowers the price per part, which pays off once annual volume climbs into the tens of thousands.
Molde apilable
A high-output configuration that adds cavities on multiple parting planes, increasing production without moving to a larger press. Best for sustained high-volume runs where cycle efficiency drives cost.
Molde de sobremoldeo de 2K
Molds two materials or colors in one cycle, bonding a soft grip to a rigid body or combining hard and flexible plastics. Ideal for handles, seals, buttons, and multi-material assemblies that would otherwise need secondary bonding.
¿Por qué elegir XY Machining para la fabricación de moldes a medida?
Precision mold making depends on the machining and inspection behind the tool, not just the design. Our team pairs advanced CNC machining centers with EDM processing and high-accuracy measurement, and follows ISO-aligned quality management so every mold meets its drawing.
From mold design optimization and DFM review through final tool validation and T1 sampling, we build for durability, repeatability, and stable cycle times. Whether you need rapid aluminum tooling for a pilot run or a hardened steel mold for mass production, you get tooling delivered on schedule with the DFM trade-offs spelled out before cutting begins.

Retains the machined surface with visible tool paths, suitable for functional, non-cosmetic mold features.

Creates a uniform matte texture that removes fine machining marks and evens out surface appearance.
Produces fine directional lines for a controlled, consistent texture on visible components.
Applied to aluminum molds and inserts to add corrosion resistance and surface hardness.
Multi-stage polishing up to high-gloss for cosmetic or optical part surfaces, matched to the SPI finish your part requires.

Acabados superficiales en el mecanizado CNC
Clasificación de los mohos
SPI mold class is the single most important tooling decision, because it ties directly to how many parts the mold must produce. Picking the right class up front is how you avoid paying for a million-cycle steel tool when a prototype aluminum mold would serve. Every class below holds precision to plus or minus 0.02 mm; what changes is mold life, material, cost, and lead time.
Clase | Objetivo | Vida útil del molde | Tolerancia | Coste | Plazo de entrega |
Clase 105 | Pruebas de prototipos | Menos de 500 ciclos | ± 0.02 mm | $ | 7 a 10 días |
Clase 104 | Producción de bajo volumen | Menos de 100 000 ciclos | ± 0.02 mm | $$ | 10-15 días |
Clase 103 | Producción media | Menos de 500 000 ciclos | ± 0.02 mm | $$$ | 10-15 días |
Clase 102 | Volumen medio-alto | Menos de 1 000 000 de ciclos | ± 0.02 mm | $$$$ | 10-18 días |
Clase 101 | Producción a gran escala | Más de 1 000 000 de ciclos | ± 0.02 mm | $$$$$ | 15-20 días |
We recommend a class during DFM based on your target volume and part material, so you commit to the tooling your program actually needs.
¿Qué diferencia a XY Machining del resto?
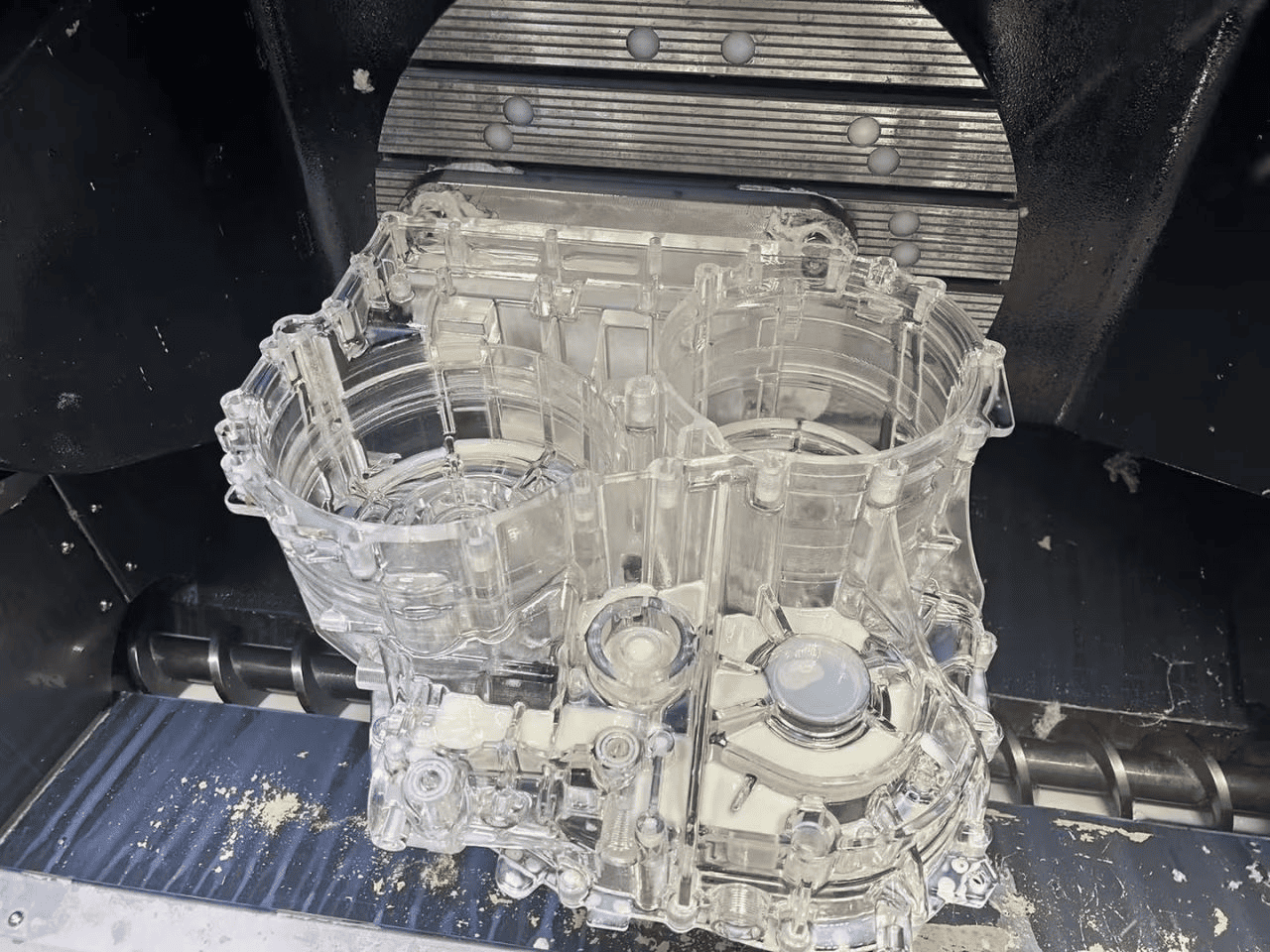
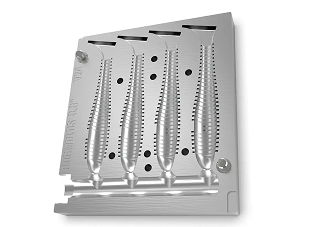
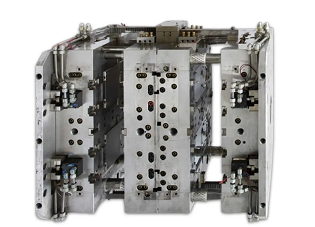
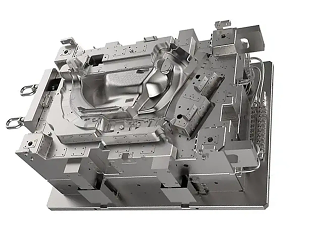
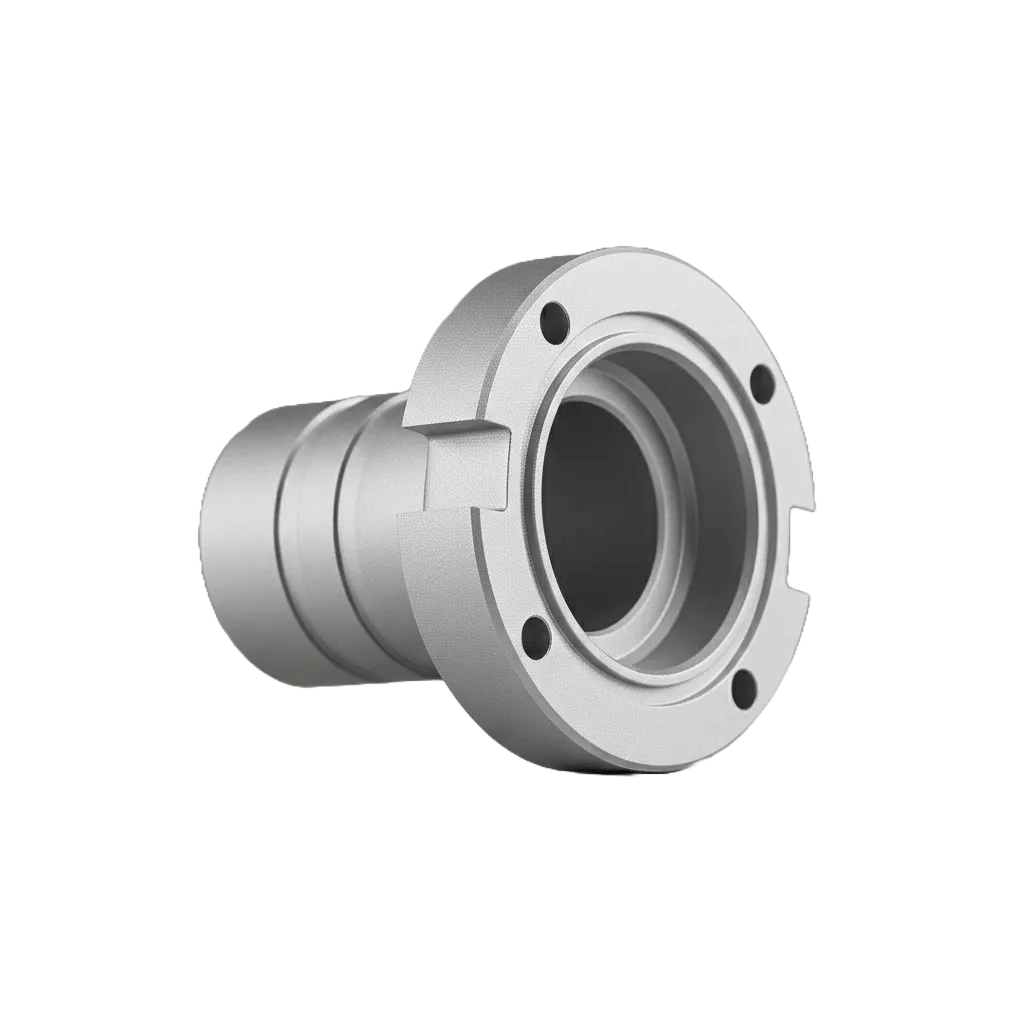
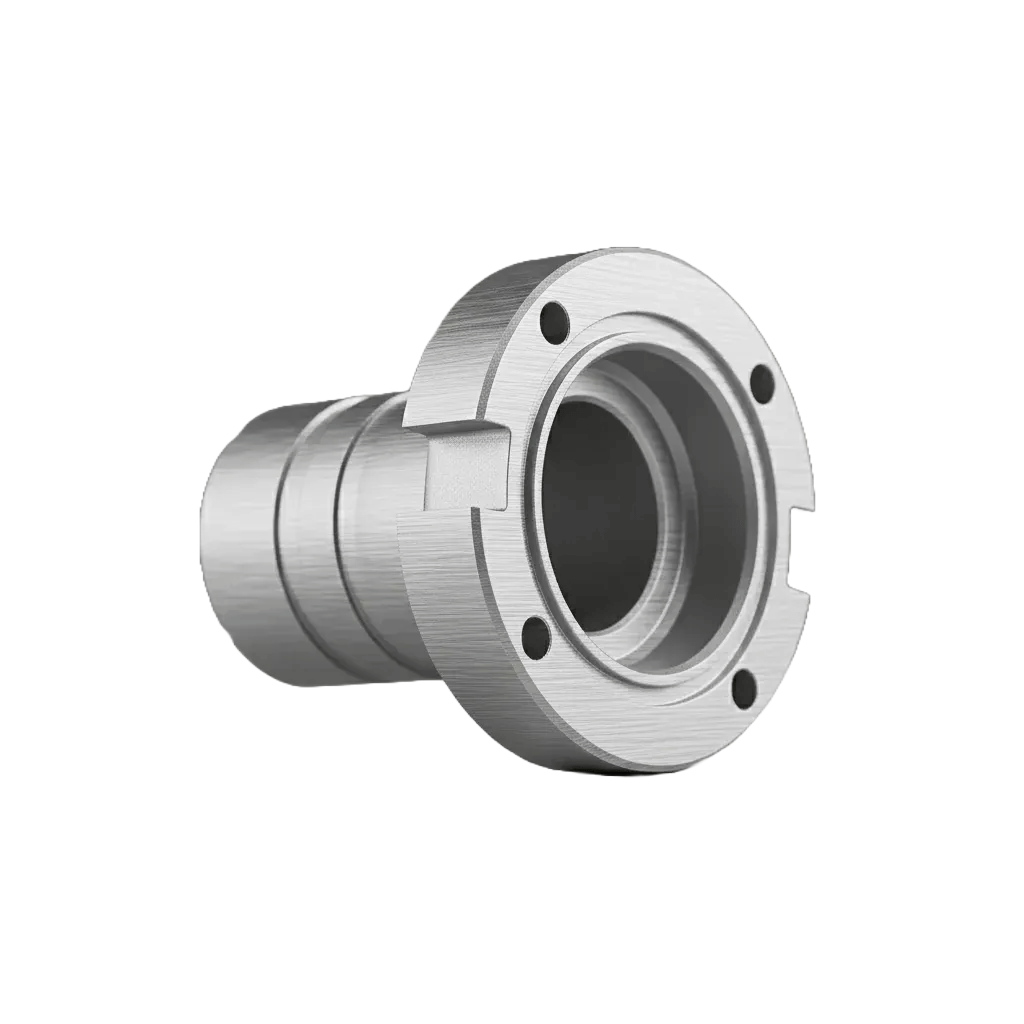
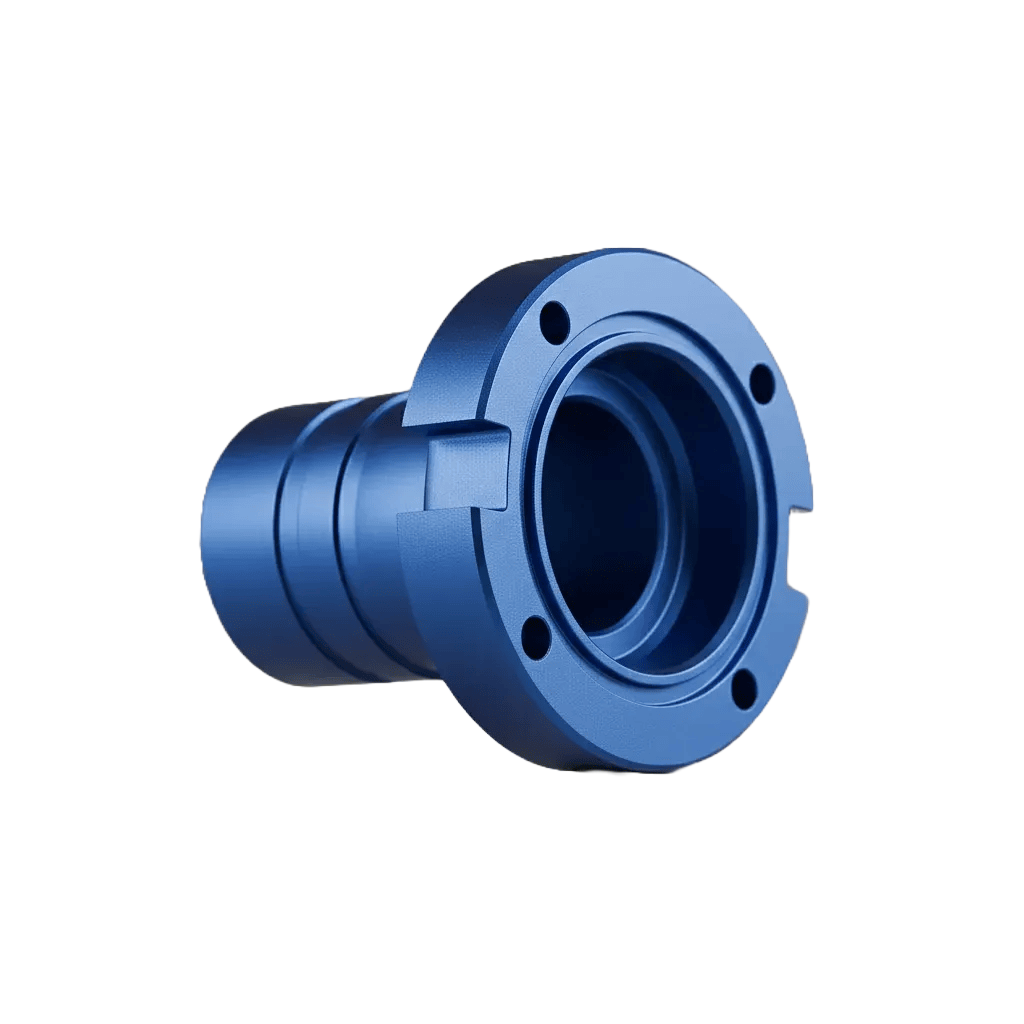
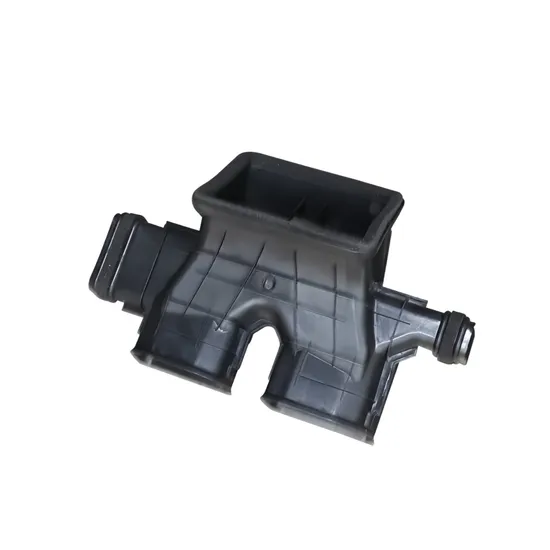
Nuestra galería de moldeo por inyección
These examples show custom injection molds and the plastic parts they produce, from complex housings and structural components to high-detail consumer parts. Each tool reflects accurate machining, optimized cooling layout, correct gating, and strict inspection before it ever reaches a press.





Sectores a los que prestamos servicio

Molds for high-precision plastic components that meet strict safety and dimensional requirements for healthcare and dental devices.
Tooling for micro-accurate housings, connectors, and enclosures where fit, heat resistance, and repeatability matter.

Durable production molds for high-load and high-temperature plastic components.
Custom molds for housings, motion covers, and structural parts across automation systems.
Del prototipo a la producción: un socio de confianza
- Amplia experiencia demostrada en los sectores médico, de la automoción, de la electrónica y de la robótica
- Asistencia técnica ágil con respuesta rápida a las solicitudes de presupuesto
- Capacidad de mecanizado CNC moderno de 3 y 5 ejes
- Comentarios colaborativos sobre el diseño para la fabricación (DFM) para reducir el riesgo y los costes
- Producción bajo demanda fiable con inspección documentada
Ventajas de Told Mold
- Alta precisión:Holds tight tolerances and consistent dimensional accuracy across full production runs.
- Durabilidad de la herramienta: Steel and aluminum molds engineered for the mold life your volume requires.
- Rentabilidad:Lower per-part cost in medium and high-volume production as tooling amortizes.
- Flexibilidad de diseño:Supports complex geometry, multi-cavity layouts, and overmolding.
- Excelente acabado superficial: Permite fabricar piezas de plástico pulidas, texturizadas o de calidad cosmética.
Cómo funciona: flujo de trabajo en tres fases
Garantizamos que las piezas CNC se entregan a tiempo y que el proceso es totalmente transparente en los siguientes tres sencillos pasos:


Submit your 3D model and receive DFM and mold-flow feedback on gating, wall thickness, and draft before any steel is cut.
The mold is machined, fitted, and run for T1 sampling so you approve real parts before production.
Approved tooling moves to production with dimensional inspection, and parts ship with QC documentation available on request.
Soluciones integrales de XY Machining
Preguntas frecuentes
How much does an injection mold cost?
Tooling cost is driven by mold class, size, cavity count, steel grade, and part complexity, so molds range widely rather than sitting at one price. A simple single-cavity aluminum prototype mold is the low end, while a multi-cavity hardened steel production tool sits at the high end because it needs more steel, heat treatment, and machining hours. Features like undercuts, sliders, lifters, and hot runners add cost quickly, often the single biggest swing in a quote. We break the cost drivers down during DFM so you can adjust the design or the tooling strategy before committing.
Which SPI mold class do I actually need?
Start from your total production volume and the part material, because that decides the class more than anything else. Class 105 aluminum tooling suits prototypes and runs under 500 cycles, Class 104 and 103 cover low to medium production, and Class 101 hardened steel is built for a million-plus cycles. Choosing a higher class than your volume justifies just adds cost and lead time you do not need. During DFM we recommend the class that matches your program so you avoid over-tooling a part that will only run a few thousand pieces.
What steel grades do you use for injection molds, and when?
We select mold material by volume and part resin. Aluminum and pre-hardened P20 are used for prototype and bridge tooling because they machine fast and cost less, while H13 and S136 hardened steels are used for high-volume and abrasive glass-filled resins that would erode softer tooling. NAK80 fills the middle, offering good polish and moderate life for cosmetic medium-volume parts. The mold making material choice sets both the upfront cost and the achievable mold life, so we match the grade to how many parts the tool must produce.
How does cavity count change tooling cost and part price?
Cavitation is the main lever for lowering per-part cost at higher volumes. A single-cavity mold has the lowest tooling cost but the highest cost per part, since each cycle makes one part. Adding cavities raises the upfront tooling investment but divides machine time across more parts, dropping the unit price sharply once volume climbs above roughly ten to twenty thousand parts. We size cavitation to your annual volume so the tooling investment actually pays back instead of over-building capacity you will not use.
What is T1 sampling and what happens after it?
T1 is the first set of sample parts run off a finished mold, and it is where the tool proves itself against your drawing. We inspect those samples for dimensions, fit, finish, and defects, then make any adjustments to gating, cooling, or steel before the mold is released to production. This step is why running prototype and production tooling with one shop matters, because the process parameters carry straight into the production run. You approve real molded parts, not a promise, before committing to volume.
What drives up the cost of an injection mold the most?
Complexity features cost more than raw size in most quotes. Undercuts that require sliders or lifters, hot runner systems, unscrewing cores for threads, and high-gloss SPI-A polishing each add significant machining and hand-fitting time. A single slider can add a meaningful percentage to the tool, and an optical polish demands hours of skilled work on premium steel. Eliminating avoidable undercuts and specifying finish only where the part is visible are the fastest ways to cut tooling cost, and we flag both during DFM.
Who owns the mold after production?
You own the mold you paid for. After a production run the tool stays at our facility for maintenance and future runs, and it can be shipped to you on request with shipping and packaging handled at cost. Keeping the tool with the shop that built it means faster re-runs and consistent maintenance history. If you plan to move the tool between presses later, tell us during design so we build it on a transferable, standard mold base.
What is a hot runner versus a cold runner mold?
The difference is how molten plastic reaches the cavity and how much material is wasted. A cold runner mold is simpler and cheaper to build, but the runner solidifies with each shot and becomes scrap, which adds up on small parts and high volumes. A hot runner keeps the plastic molten in a heated manifold, so runner waste drops to near zero, at a higher upfront tooling cost. Hot runners usually make economic sense once production passes roughly twenty to thirty thousand parts, and we model that break-even during DFM.
Can you build bridge tooling to start production faster?
Yes. Bridge tooling is an aluminum or soft-steel mold that produces real production-grade parts while a hardened production tool is still being built. It lets you launch, test the market, or fill early orders without waiting on full production steel, and it protects you if the design still needs a change. Prototype and bridge molds can be completed in days rather than weeks, then upgraded to a Class 101 or 102 steel tool once the design is locked. This phased approach lowers the risk of cutting expensive steel too early.
What surface finish (SPI grade) can you apply to a mold?
We apply the full SPI range, from as-machined and matte bead-blasted finishes through fine textures and high-gloss diamond-polished surfaces. Standard SPI-C or D finishes are the lowest cost and suit most functional parts, while SPI-A high-gloss finishes for clear or cosmetic parts require multi-stage hand polishing on high-grade steel like S136. Textured finishes such as leather grain or matte are added by chemical etching or laser after machining. We match the finish to what the part needs so you do not pay for a mirror polish on surfaces no one sees.


