ラピッドツーリング
Get production-grade parts fast with rapid tooling built for engineers who need real injection molded samples before committing to hardened steel. XY Machining cuts aluminum and P20 mold cavities with CNC加工 and EDM to deliver prototype and bridge tooling in 7 to 15 days, so you validate fit, function, and material in the actual production process.
Upload your CAD file, get DFM and mold-flow feedback before the tool is cut, and mold functional parts in production-grade thermoplastics without the cost or lead time of full production tooling.
- Aluminum and pre-hardened P20 steel molds
- Prototype and bridge tooling in 7 to 15 business days
- Production-grade materials, up to 10,000-plus shots
価格、プロジェクトのリードタイム、DFMに関するフィードバックを即座に確認できます。.
- すべてのアップロードは安全かつ機密が守られています。.
ラピッドツーリングとは何ですか?
Rapid tooling is a fast, cost-effective method of injection mold making used to produce prototype and low-volume plastic parts before full mass production. Unlike hardened steel tooling, aluminum rapid tooling and pre-hardened P20 steel cut far faster on CNC machines, which is what compresses lead time from months to days.
At XY Machining we combine CNC machining, EDM, and mold-flow analysis to build prototype molds and bridge tooling that run production-grade resins. Because the parts are molded in the real process and the real material, they reveal shrinkage, warpage, weld lines, and gate effects that 3D printing and machining cannot, so you validate the design the way it will actually behave before spending on production steel.

ラピッドツーリングにXY Machiningを選ぶべき理由は?
Our tooling engineers specialize in rapid prototype tooling, bridge tooling, and low-volume production for automotive, medical, and consumer electronics. We run full DFM and mold-flow analysis before the tool is cut to optimize part design, reduce defects, and improve mold life, all under ISO 9001:2015 quality systems with dimensional validation and material traceability.
From aluminum mold fabrication through low-volume 射出成形, you get faster lead times, controlled cost, and consistent part quality. Every project is reviewed by senior engineers for manufacturability and for a clean path to scale up to production tooling when volume justifies it.

ラピッドツーリングの機能
These capabilities cover most rapid production tooling work. We match the mold material to your volume and resin, since abrasive glass-filled grades wear aluminum quickly and are better run in P20 or hardened steel.
特集 | 説明 |
一般的な公差 | ISO 2768-M(金属)、ISO 2768-C(プラスチック) |
金型材料 | アルミニウム鋳型、P20鋼、予備焼入れ鋼 |
最小肉厚 | 0.5 mm(材質による) |
リードタイム | 最短で7~15営業日 |
金型の最大サイズ | 最大800 × 800 mm |
生産量 | Prototype: 1–100 pcs, Low: 100–10,000 pcs, Bridge: 10,000+ pcs |
対象業界

Prototype and bridge molds for plastic device components that need dimensional accuracy for validation and regulatory submission.
Fast tooling for housings, connectors, and enclosures where fit and early market samples matter.

Bridge tooling for functional plastic parts tested under real load and temperature before production.
Low-volume molds for housings, covers, and structural parts across automation systems.
XY Machiningが他社と一線を画す理由
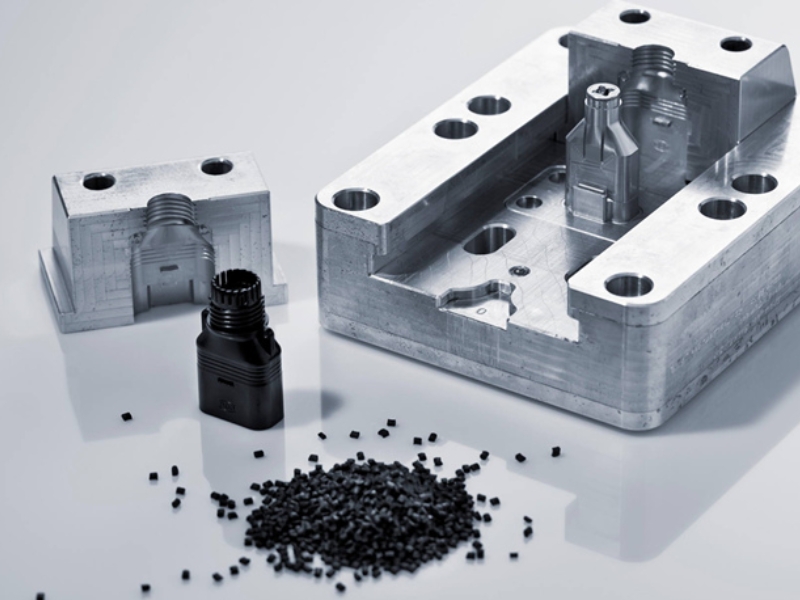
Our Rapid Tooling Gallery
These examples show rapid tooling and low-volume injection molding projects built for functional testing and pre-production validation. From precision plastic housings to complex engineering components, each mold is machined with optimized cooling, balanced runners, and accurate cavity geometry to shorten development while holding production-level quality.


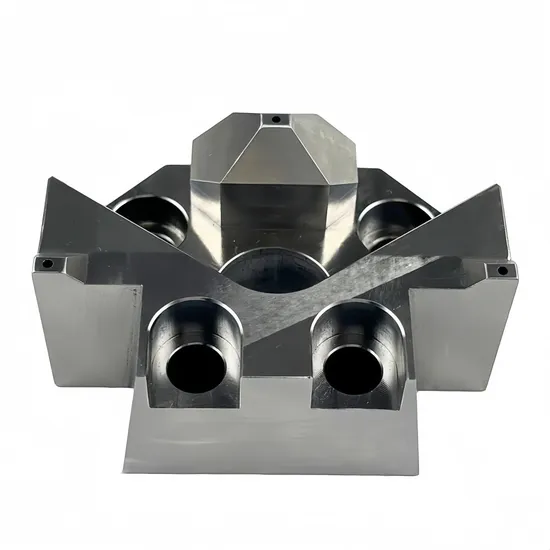



Aluminum and P20 tooling that moves you from idea to functional molded parts fast, ideal for prototypes, low-volume runs, and early-stage development.
Hardened tooling built for long-term durability, delivering consistent, accurate parts across full-scale production when volume justifies the step up.
ラピッドツーリングのメリット
- 短納期: Aluminum and P20 machine quickly, cutting tooling time and getting molded parts to you in days, not months.
- 少量生産にコスト効率が良い: Aluminum molds lower upfront tooling cost, ideal for prototype and bridge production before investing in hardened steel.
- 設計検証:DFM and mold-flow simulation catch manufacturing risks early, reducing costly redesigns.
- 量産への拡張性:Validated part geometry and material performance transfer cleanly to full production tooling.
試作から量産まで――信頼できるパートナー
- 医療、自動車、エレクトロニクス、ロボット工学の各業界における確かな専門知識
- 迅速な見積もり対応を備えた、きめ細やかな技術サポート
- 最新の3軸および5軸CNC加工能力
- リスクとコストを削減するための共同DFMフィードバック
- 文書化された検査を伴う、信頼性の高いオンデマンド生産
仕組み – 3段階のワークフロー
当社は、CNC加工部品を期日通りに納品すること、および以下の3つの簡単なステップを通じて、そのプロセスを完全に透明化することを保証いたします:


Submit your 3D model and receive DFM and mold-flow feedback on gating, venting, and steel-safe dimensions before the tool is cut.
The mold is machined in aluminum or P20 and run for a first trial, so you approve real molded parts before committing to volume.
Approved tooling runs your low-volume or bridge production with inspection, and parts ship with QC documentation available on request.
XY Machiningによるエンドツーエンドのソリューション
よくある質問
Is rapid tooling better than 3D printing for my parts?
It depends on whether you need parts or answers. 3Dプリント is faster and cheaper for a handful of visual or fit-check prototypes with no tooling cost. Rapid tooling wins the moment you need parts that behave like production, because they are molded in the real resin under real pressure and heat, revealing shrinkage, warpage, weld lines, and gate effects that a printed part cannot show. A printed insert also breaks down within roughly 100 shots, while an aluminum tool runs thousands. If you are validating a design for production or need dozens to hundreds of consistent parts, rapid tooling gives decision-grade results.
Aluminum or P20 steel for rapid tooling, and how many shots does each last?
The choice comes down to volume and resin. Aluminum machines about three times faster than steel and pulls heat out of the part quickly, which shortens both build time and cycle time, and it reliably runs from several hundred up to a few thousand shots for prototype and bridge work. P20 pre-hardened steel takes a little longer to cut but holds up for well over ten thousand shots and stands up to abrasive glass-filled resins that would erode aluminum. We recommend aluminum for speed and low volume, and P20 when the resin is abrasive or the run is larger, and we confirm the right choice during DFM.
How much does rapid tooling cost?
Rapid tooling costs a fraction of production steel because the mold uses aluminum or pre-hardened steel and a simplified design. A simple aluminum prototype tool is the low end, complexity like side actions, sliders, and multi-cavity layouts raises it, and P20 bridge tooling sits above aluminum but well below hardened production molds. Compared with a full production tool, rapid tooling typically cuts both cost and lead time substantially. We give a line-item quote during DFM so you see exactly what drives the price and can simplify the part to bring it down before cutting.
At what quantity does rapid tooling beat 3D printing?
The crossover depends on part size and complexity, but for small simple parts it often lands somewhere between one hundred and five hundred pieces. Below that, 3D printing’s zero tooling cost usually wins. Above it, the rapid tool’s low per-part cost overtakes printing, and the gap widens fast as quantity climbs, since each printed part costs the same while molded parts get cheaper as the tool amortizes. The exact break-even is a simple calculation of tooling cost divided by the per-part savings, and we run that math for your specific part so the decision is grounded, not guessed.
What is bridge tooling and when do I need it?
Bridge tooling is a rapid mold that produces real production-grade parts to bridge the gap while a hardened production tool is being built, or while you confirm the market. It lets you launch, fill early orders, or run pilot production without waiting on full steel and without gambling on a mold before the design is locked. A well-built aluminum or P20 bridge tool often has more life than a project actually needs. If your design might still change or your volume is uncertain, bridge tooling lowers your risk while keeping you in production.
Who owns the mold, and can I transfer it later?
You own the tooling you paid for, and we build on standard mold bases so it can be transferred or scaled as your needs change. We warehouse and maintain the tool for the life of the project so re-runs are fast and consistent. If a program goes dormant for a long period, we will reach out to understand your plans rather than quietly scrapping the tool. Tell us during design if you expect to move the mold between presses later, and we build it to a transferable standard from the start.
What tolerances can rapid tooling hold?
General tolerances follow ISO 2768-M for metals and ISO 2768-C for plastics, which covers most functional validation and low-volume work without added cost. Tighter callouts are achievable on capable features, confirmed per geometry during DFM, since molded plastic shrinks as it cools and the achievable tolerance depends on resin, wall thickness, and gate design. Because the tool is cut on CNC and EDM, cavity geometry is accurate and repeatable. We tell you up front which dimensions are realistic and design the mold to compensate for shrinkage where it matters.
Can rapid tooling parts be used for testing and regulatory submission?
Yes, and that is one of its biggest advantages. Because parts come off the real molding process in production-grade resin, they are valid for functional testing, stress and impact testing, fit and assembly checks, and regulatory submissions like first-article inspection and PPAP or 510(k) support. Teams routinely produce a bridge run from an aluminum tool to complete usability, biocompatibility, or approval studies without waiting on production steel, which can pull a launch schedule forward by weeks. We provide inspection documentation with the parts to support your submission.
Can you scale a rapid tool to full production later?
Yes, and the transition is designed in from the start. The part geometry and material performance validated on the rapid tool carry directly into the production mold, and the gating, venting, and cooling data we gather during the bridge phase optimize the production steel so no learning is lost. When your volume justifies it, we cut a hardened multi-cavity production tool that drops per-part cost. Running both stages with one shop removes the re-qualification step and the risk that a new supplier introduces different shrinkage or process behavior.
What is a MUD (quick-change) mold base and how does it save cost?
A Master Unit Die, or MUD, is a standard reusable mold frame that holds an interchangeable cavity insert, so only the small insert is machined for your part rather than a full mold base. That cuts cost and lead time, and engineering changes touch only the insert, not the whole tool. Grouping similar parts on a family insert saves further. For prototype and low-volume work, a MUD or hand-load insert approach is often the fastest and cheapest route to molded parts, and we use it wherever the part geometry allows.
ラピッドツーリングの製造リソース


