钣金成形是通过施加外力使材料发生永久变形,从而将平板转化为三维零件——在此过程中既不增加也不减少金属材料。 该工艺家族涵盖范围广泛:折弯是沿一条线对板材进行塑形;冲压则通过一次或几次冲压动作,对材料进行切割并形成复杂的几何形状;深拉伸则是通过拉伸和重新分配材料来制造中空的杯状形状; 辊压成型是将连续带材通过一系列渐进辊轮,以制成横截面均匀的型材;而切割操作——包括冲孔、剪切、, 激光切割或冲压切割, 水刀——在成形前或成形后对平板坯料进行预处理,并加工出孔和穿孔。.
大多数成品钣金件都会采用其中两种以上的工艺。 一个典型的机箱通常会采用以下工艺:从平板材料上进行激光切割,冲压通风孔,在折弯机上进行折弯,并在表面处理前安装五金件。了解每种工艺的功能、最适合处理的几何形状,以及其在“产量与模具成本”权衡中的位置,能让设计师和工程师在询价前确定合适的生产方案。.
本指南对每个主要流程都进行了足够深入的阐述,以便您能够自信地做出规格决策。此处描述的所有流程均属于我们的 钣金加工服务. 关于在不同产量下选择通用成形还是冲压的具体问题,请参阅我们的《钣金成形与冲压对比指南》。关于弯曲设计的具体规则——K系数、弯曲余量和最小弯曲半径——请参阅我们的 钣金折弯设计指南.
弯曲
折弯是最常见的钣金成形工艺,也是大多数钣金件的基础。折弯机通过驱动冲头进入V型模具,迫使钣金沿直线发生变形。 成形角度取决于冲头的行程距离(气动折弯)、金属板是否完全压紧在模具壁上(底压),以及是否施加极大压力以压出折边(压边)。每种方法都在力与模具专用性,以及精度和重复性之间进行权衡。.
折弯机的加工灵活性很高:同一台设备今天可以生产支架,明天可以生产外壳,后天又可以生产机箱面板,只需更换模具和程序即可。调试速度快——在配备完善数控折弯机上,新零件的调试时间通常不到一小时。 模具成本较低,因为冲头和模具均为标准件,提供多种V型开口宽度和半径规格。.
弯曲几何形状受以下要求的限制:法兰必须足够长才能放置在模具上;弯曲半径不能小于材料在不产生裂纹情况下的允许最小值;且必须按顺序进行弯曲,以确保前一个弯曲工序不会阻碍冲压机进行后续弯曲。 对于在狭小空间内需要多次弯曲的零件,在将任务交由车间加工之前,值得在CAD中进行三维成形仿真。.
弯曲设计的关键参数包括:材料和厚度、内弯半径(低碳钢至少为材料厚度的1倍,铝材为1.5倍,不锈钢为2倍)、弯曲角度,以及图纸上的尺寸是弯曲前还是弯曲后的尺寸。 关于展开图的数学计算(包括K系数和折弯余量),请参阅我们的《钣金折弯设计指南》。关于气动折弯、底边折弯和压边折弯的详细对比,请参阅我们针对这三种V型折弯方法的专门指南。.
冲压
冲压工艺利用机械或液压压力机中的定制模具组,以高速对金属板材进行切割和成形。在单次冲压模具中,一次冲压即可成形零件。 在连续模中,卷材通过多个工位——每个工位分别进行冲孔、开槽、压花、切边或成形——直到每次冲压行程结束时,完整的零件脱模。对于较大或更复杂的零件,转台模会将离散坯料从一个工位转移到另一个工位。.
冲压工艺在大批量生产时效率极高。 在伺服压力机上运行的级进模,每小时可生产数千个零件,且整个生产过程中的几何形状始终一致。冲压工艺可实现的公差——在模具维护良好的情况下,冲孔和成形尺寸的公差可达正负0.05毫米甚至更小——超出了折弯机在大规模生产中能够可靠保持的公差范围。 其代价是模具成本和交货周期:一款用于中等复杂度零件的连续模通常成本高达数万美元,且需要六到十六周的时间来制造和调试。.
冲压工艺适用于年产量高、设计稳定且几何形状适合同时进行多特征成型的零部件:复合弯曲、压花、增强刚性的加强筋、集成式卡扣和夹片、拉伸腔以及精密孔位布局。汽车支架、家电面板、电气触点和消费类五金件都是典型的冲压应用。.
深拉伸
深拉伸是指在压边器固定住边沿材料的同时,将冲头压入坯料,使其进入模具型腔,从而将扁平坯料成形为中空的三维形状。 坯料从边缘向内流动,在边缘处略微增厚,而在冲头前端处变薄,从而填满模具型腔。与沿一条线变形的折弯工艺不同,深拉伸将材料在广阔区域内重新分布,从而生产出壁面光滑且无接缝的零件。.
深拉伸工艺中的关键设计参数是拉伸比——即坯料直径与冲头直径之比(针对圆形零件)。单次拉伸的拉伸比若超过约2.0至2.2,通常会导致撕裂或起皱,因此需要分多道工序进行拉伸,并在各道工序之间进行中间退火,以使材料得以恢复。 材料的延展性是限制因素:低碳钢以及3003和5052铝合金具有良好的深拉伸性能;而6061-T6铝合金和不锈钢则需要采用更保守的拉伸比,并需仔细润滑。.
深拉伸工艺可生产出无缝、坚固且壁厚均匀性极佳的零件,因此广泛应用于炊具、饮料罐、汽车油箱、压力容器端盖以及需要拉伸深度大于直径的壳体。在大批量生产中,深拉伸工艺具有极高的成本效益——模具成本可分摊到长期生产中,且循环时间较短。 但在原型制作或小批量生产时,由于模具成本较高,其他工艺会更具经济性。.
辊压成型
辊压成型是将连续金属带材送入一系列成对的辊子之间,每组辊子都会使截面产生微小的弯曲。经过所有辊站后,带材便逐渐被成形为目标型材。成品型材由飞刀或下游切断压力机按长度进行切割。.
辊压成型工艺特别适用于沿长度方向截面恒定的零件:结构槽钢、帽形截面、Z型截面、管材型材、门窗框型材、太阳能电池板安装导轨以及汽车侧围板。由于该工艺属于连续加工,因此能够实现极高的生产效率,并在零件全长范围内保持出色的尺寸一致性。 由于该工艺采用弯曲而非拉伸的方式处理材料,因此材料在整个横截面上的厚度均保持一致。.
其局限性在于:辊压成型无法实现沿工件长度方向的横截面变化,无法高效处理短工件,且每种型材都需要一套专用的辊轮。辊压模具的成本虽低于冲压模具,但仍需针对特定型材定制。 因此,辊压成型对于已确立的大批量型材而言最为经济,而不适用于单件生产或设计频繁变更的情况。.
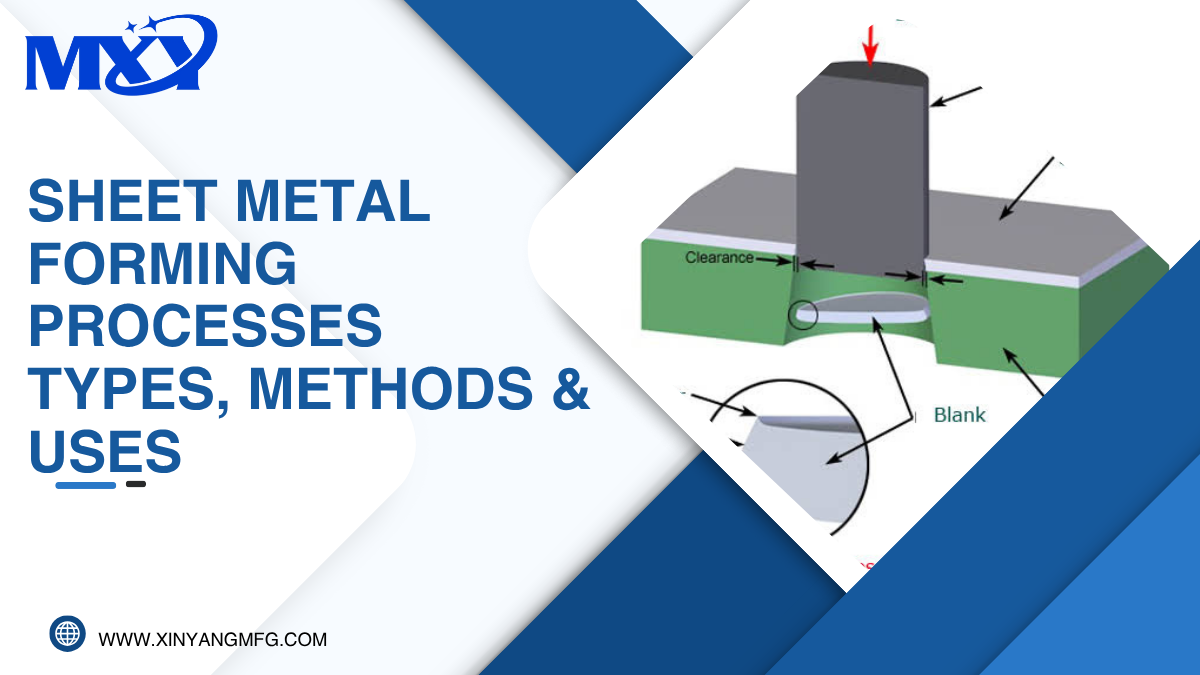
切割工艺:激光切割、冲孔和剪切
成形工艺几乎总是与切割工艺结合使用,以准备坯料并加工出孔洞和穿孔。主要的切割方法包括激光切割、转塔冲压和剪切,每种方法各有优势。.
数控激光切割利用聚焦的激光束,沿编程的切割路径熔化或汽化材料。它能产生整洁、精确的 修整边缘 该工艺适用于多种材料和不同厚度,无需针对特定工件制作专用模具即可处理复杂轮廓,且可快速根据DXF或DWG文件进行设置。激光切割是中小批量冲裁和轮廓切割、复杂外部轮廓以及厚度不超过约25毫米的材料(具体取决于激光类型和功率)的标准选择。.
转塔冲压机利用旋转式刀具库,以高速冲压孔、槽和百叶孔。对于重复性孔型,其加工速度快于激光加工,且可在同一工序中成形凹点和沉头孔等细微特征。冲压刀具成本低廉,该工艺适用于厚度不超过约6毫米的低碳钢。.
剪切能快速且经济地切割直线,用于裁切矩形坯料。该工艺无需模具成本,但仅限于直线切割。开槽(用于为弯曲预备拐角)和裁切(用于切割复杂平面坯型的轮廓)是密切相关的工序,通常在同一台设备上进行。.
如何选择成形工艺
| 流程 | 最佳几何 | 体积范围 | 模具成本 | 关键约束条件 |
| 弯曲 | 支架、外壳、带弯角的面板 | 从原型到量产 | 低 — 标准工装 | 法兰长度、弯管顺序、半径限制 |
| 冲压 | 复杂的多特征成形件 | 高至极高 | 高 — 定制模具套装 | 交货周期长,设计必须确定 |
| 深拉伸 | 杯、圆筒、无缝中空件 | 中至高 | 中高档——配套冲头和冲模 | 拉伸比、材料延展性 |
| 辊压成型 | 截面恒定的长型零件 | 高 | Medium — 专用辊 | 沿长度方向截面无变化 |
| 激光切割 | 复杂的扁平型材,任意孔位布局 | 任何 | 无 — 无需专用工装 | 薄材的切口宽度、热影响区 |
应根据零件几何形状和预计年产量选择合适的工艺。对于小批量、几何形状简单的零件,折弯机折弯配合激光切割,能够以经济的方式满足绝大多数需求。对于中空形状的零件,深拉伸能产生强度最高且材料利用率最高的成品。对于具有复杂成形特征的大批量零件,冲压工艺可实现最低的单件成本。 对于长而形状恒定的型材,辊压成型工艺无可匹敌。大多数量产零件都会结合多种工艺:先进行激光切割,然后弯曲,接着安装紧固件,最后进行表面处理。.
常见问题解答
什么是钣金成型?
钣金成形是指通过施加外力,在不增加或去除材料的情况下,使平板材料发生永久变形,从而将其塑造成三维零件的任何工艺。 主要的成形工艺包括折弯、冲压、深拉伸和辊压成形,通常与切割工序(如激光切割、冲孔或剪切)结合,以制备坯料并开孔。.
弯曲和深拉伸有什么区别?
折弯是将板材沿直线变形以形成角度或曲线——折弯线外的材料基本不受影响。深拉伸则是通过将冲头压入坯料并推入模具型腔,在较大范围内重新分配材料,从而形成杯、圆柱体或外壳等中空的三维形状。 深拉伸涉及更大量的材料流动,因此对坯料材料的延展性要求更高。.
哪种成型工艺最适合大批量生产?
在大批量生产时,冲压和辊压成型是最具成本效益的工艺。冲压适用于大批量生产的复杂成形零件,因为定制模具的成本可以在整个生产周期内摊销。辊压成型则适用于截面形状均匀的长型零件,且连续生产速度至关重要。这两种工艺都需要大量的模具投资,只有在产量足够大的情况下才能收回成本。.
能否在同一个零件上结合使用不同的成形工艺?
是的——大多数钣金零件都会采用多种工艺的组合。一个典型的零件可能需要先通过激光切割形成轮廓,然后冲孔,在折弯机上进行折弯,通过深拉成形形成凹槽结构,最后进行表面处理。 连续冲压模具将其中许多工序整合到一个模具中。了解供应商车间可提供的具体工艺,有助于设计出能在生产线上高效流转的零件。.


