Le formage de la tôle consiste à transformer une tôle plate en une pièce tridimensionnelle en appliquant une force qui déforme le matériau de manière permanente, sans ajouter ni retirer de métal. Cette famille de procédés est vaste : le pliage permet de déformer la tôle le long d’une ligne ; l’estampage permet de découper et de former des géométries complexes en un ou plusieurs coups ; l’emboutissage permet d’étirer et de redistribuer le matériau pour créer des formes creuses, semblables à des coupes ; le profilage consiste à faire passer une bande continue à travers une série progressive de rouleaux afin de produire un profil à section transversale uniforme ; et les opérations de découpe — poinçonnage, cisaillage, découpe au laser ou au poinçon, découpe au jet d'eau — préparer la pièce brute plate et y réaliser des trous et des perforations avant ou après le formage.
La plupart des pièces en tôle finies font appel à plusieurs de ces procédés. Un boîtier type peut par exemple être découpé au laser à partir d’une tôle plate, perforé pour créer des orifices de ventilation, plié sur une presse plieuse, puis équipé de ses fixations avant la finition. Comprendre le rôle de chaque procédé, les formes géométriques qu’il permet de traiter au mieux, ainsi que sa position sur l’axe volume/coût d’outillage permet aux concepteurs et aux ingénieurs de définir l’approche la plus adaptée avant de demander un devis.
Ce guide traite de chaque processus majeur de manière suffisamment approfondie pour vous permettre de prendre cette décision en toute confiance. Tous les processus décrits ici relèvent de notre services de transformation de tôles. Pour savoir comment choisir entre le formage général et l'estampage en fonction des volumes, consultez notre guide comparatif « Formage de tôles vs estampage ». Pour les règles de conception spécifiques au pliage — facteur K, surépaisseur de pliage et rayon minimal —, consultez notre Guide de conception pour le pliage de la tôle.
Pliage
Le pliage est l'opération de formage de tôle la plus courante et constitue la base de la fabrication de la plupart des pièces. Une presse plieuse enfonce un poinçon dans une matrice en V, forçant la tôle à se déformer le long d'une ligne droite. L'angle obtenu dépend de la course du poinçon (pliage à l'air), du fait que la tôle soit ou non plaquée contre les parois de la matrice (pliage à fond) ou qu'une force extrême soit appliquée pour frapper le pli (frappe). Chaque méthode présente un compromis entre la force et la spécificité de l'outillage d'une part, et la précision et la répétabilité d'autre part.
Le pliage sur presse plieuse offre une grande flexibilité en termes d'équipement : une même machine peut produire aujourd'hui un support, demain un boîtier et après-demain un panneau de châssis, en changeant simplement l'outillage et le programme. La mise en place est rapide — généralement moins d'une heure pour une nouvelle pièce sur une presse plieuse CNC bien équipée. Le coût de l’outillage est faible, car les poinçons et les matrices sont des éléments standard disponibles dans une gamme variée de largeurs d’ouverture en V et de rayons.
La géométrie du pliage est soumise à certaines contraintes : la bride doit être suffisamment longue pour reposer sur la matrice, le rayon de pliage ne doit pas être plus petit que ce que le matériau permet sans risque de fissuration, et les plis doivent être enchaînés de manière à ce que les premiers ne gênent pas la presse dans la réalisation des suivants. Pour les pièces comportant de nombreux pliages dans des espaces restreints, il est judicieux d'effectuer une simulation de formage en trois dimensions dans un logiciel de CAO avant que la commande ne soit transmise à l'atelier.
Paramètres clés à prendre en compte pour le pliage : matériau et épaisseur, rayon de pliage intérieur (au moins une épaisseur de matériau pour l’acier doux, 1,5 fois pour l’aluminium, deux fois pour l’inox), angle de pliage, et si les cotes indiquées sur le plan sont avant ou après le pliage. Pour les calculs mathématiques relatifs au dépliage, y compris le facteur K et la surépaisseur de pliage, consultez notre guide de conception du pliage de tôles. Pour une comparaison détaillée entre le pliage à l'air, le pliage par fond et le frappage, consultez notre guide dédié à ces trois méthodes de pliage en V.
Estampage
L'emboutissage consiste à utiliser un jeu de matrices sur mesure dans une presse mécanique ou hydraulique pour découper et former de la tôle à grande vitesse. Dans le cas d'une matrice à coup unique, une seule course suffit à produire la pièce. Dans le cas d’un outil progressif, la bobine d’acier est acheminée à travers plusieurs postes — chacun ajoutant un perçage, une encoche, un gaufrage, une découpe ou un formage — jusqu’à ce qu’une pièce complète soit éjectée à chaque course de la presse. Les outils de transfert déplacent des flans individuels d’un poste à l’autre pour les pièces plus grandes ou plus complexes.
L'estampage est extrêmement productif en grande série. Une matrice progressive fonctionnant sur une presse servo-commandée peut produire des milliers de pièces par heure avec une géométrie constante tout au long de la série. Les tolérances réalisables en emboutissage — plus ou moins 0,05 mm, voire mieux, pour les trous poinçonnés et les dimensions formées lorsque la matrice est bien entretenue — dépassent ce que le formage sur presse plieuse peut garantir de manière fiable à grande échelle. En contrepartie, il faut tenir compte du coût de l’outillage et des délais de fabrication : une matrice progressive pour une pièce modérément complexe coûte généralement plusieurs dizaines de milliers de dollars et nécessite entre six et seize semaines pour être fabriquée et mise au point.
L'emboutissage convient aux pièces produites en grandes quantités chaque année, dont la conception est stable et dont la géométrie se prête au formage simultané de plusieurs éléments : pliages composés, gaufrages et nervures pour la rigidité, languettes et clips intégrés, poches embouties et réseaux de perçages précis. Les supports automobiles, les panneaux d'appareils électroménagers, les contacts électriques et la quincaillerie grand public constituent des applications classiques de l'emboutissage.
Emboutissage profond
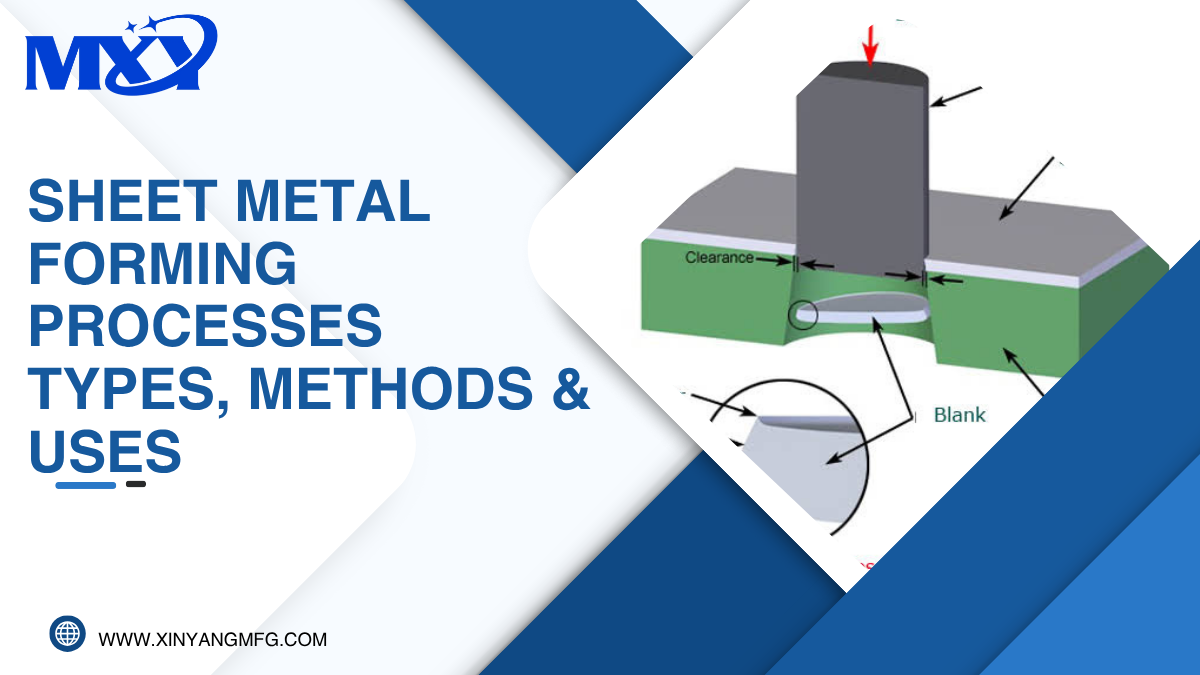
L'emboutissage profond consiste à transformer une ébauche plate en une forme creuse et tridimensionnelle en enfonçant un poinçon à travers l'ébauche dans la cavité d'une matrice, tandis qu'un serre-flan maintient la matière au niveau de la collerette. La tôle s'écoule vers l'intérieur à partir de la bride, s'épaississant légèrement au niveau de celle-ci et s'amincissant au niveau de la pointe du poinçon, afin de remplir la cavité de la matrice. Contrairement au pliage, qui déforme la tôle le long d'une ligne, l'emboutissage profond redistribue la matière sur une large surface, produisant ainsi des pièces aux parois lisses et sans joint.
Le paramètre de conception essentiel dans l'emboutissage profond est le rapport d'emboutissage, c'est-à-dire le rapport entre le diamètre de la flan et celui du poinçon (pour les pièces circulaires). Un rapport d'emboutissage supérieur à environ 2,0 à 2,2 lors d'une seule opération d'emboutissage entraîne généralement des déchirures ou des plis et nécessite plusieurs étapes d'emboutissage entrecoupées de recuit intermédiaire pour permettre au matériau de se régénérer. La ductilité du matériau est le facteur limitant : l’acier à faible teneur en carbone et les aluminiums 3003 et 5052 se prêtent bien à l’emboutissage ; l’aluminium 6061-T6 et l’acier inoxydable nécessitent des rapports plus prudents et une lubrification soignée.
L'emboutissage profond permet d'obtenir des pièces sans soudure, résistantes et présentant une excellente intégrité des parois. C'est pourquoi ce procédé est largement utilisé pour la fabrication d'ustensiles de cuisine, de canettes de boissons, de réservoirs de carburant automobiles, de fonds de récipients sous pression et de boîtiers nécessitant une profondeur d'emboutissage supérieure au diamètre. À grande échelle, l'emboutissage profond est très rentable : le coût de l'outil est réparti sur une longue série et les temps de cycle sont courts. Pour les prototypes ou les petites séries, le coût de l'outil rend d'autres approches plus économiques.
Profilage
Le profilage consiste à faire passer une bande métallique continue à travers une série de paires de rouleaux, chaque paire ajoutant un léger incrément de courbure à la section transversale. Après avoir traversé toutes les stations de profilage, la bande a été progressivement façonnée pour obtenir le profil souhaité. Le profil fini est coupé à longueur à l'aide d'une matrice volante ou d'une presse de tronçonnage en aval.
Le profilage est particulièrement adapté aux pièces présentant une section transversale constante sur toute leur longueur : profilés en U, profilés en Z, profilés tubulaires, extrusions pour huisseries de portes et fenêtres, rails de fixation pour panneaux solaires et bas de caisse automobiles. Ce procédé continu permet d’atteindre des cadences de production très élevées et d’assurer une excellente régularité dimensionnelle sur toute la longueur de la pièce. L'épaisseur du matériau est uniforme sur toute la section transversale, car le procédé consiste à cintrer le matériau plutôt qu'à l'étirer.
La limite réside dans le fait que le profilage ne permet pas de modifier la section transversale sur toute la longueur de la pièce, ne traite pas efficacement les pièces courtes et nécessite un jeu de rouleaux spécifique pour chaque profilé. L'outillage de profilage est moins coûteux que les matrices d'estampage, mais reste spécifique à chaque profilé. Le profilage est donc plus économique pour les profils bien établis et produits en grande série que pour les modèles uniques ou dont la conception change fréquemment.
Opérations de découpe : découpe au laser, poinçonnage et cisaillage
Les procédés de formage s'accompagnent presque toujours d'opérations de découpe visant à préparer l'ébauche et à y réaliser des trous et des perforations. Les principales méthodes de découpe sont la découpe au laser, le poinçonnage à tourelle et le cisaillage, chacune présentant des avantages spécifiques.
La découpe laser CNC utilise un faisceau laser focalisé pour faire fondre ou vaporiser le matériau le long du tracé de découpe programmé. Elle permet d'obtenir des découpes nettes et précises découper les bords sur une large gamme de matériaux et d'épaisseurs, permet de traiter des profils complexes sans outillage spécifique à chaque pièce et est rapide à configurer à partir d'un fichier DXF ou DWG. La découpe au laser est la solution standard pour le découpage et le profilage en petites et moyennes séries, les profils externes complexes et les matériaux d'une épaisseur pouvant atteindre environ 25 mm, en fonction du type et de la puissance du laser.
Le poinçonnage à tourelle utilise un magasin d'outils rotatif pour réaliser des trous, des fentes et des persiennes à grande vitesse. Ce procédé est plus rapide que le laser pour les motifs de trous répétitifs et permet de former de petits éléments tels que des alvéoles et des lamages au cours d'une même opération. Les outils de poinçonnage sont peu coûteux et le procédé donne de bons résultats sur l'acier doux d'une épaisseur allant jusqu'à environ 6 mm.
Le cisaillage permet de réaliser rapidement et à moindre coût des coupes en ligne droite pour le découpage de pièces rectangulaires. Cette technique n'entraîne aucun coût d'outillage, mais se limite aux coupes droites. L'encochage, utilisé pour préparer les angles en vue du pliage, et le découpage, utilisé pour découper le contour d'un gabarit plat complexe, sont des opérations étroitement liées qui sont souvent réalisées sur le même équipement.
Comment choisir un procédé de formage
| Processus | La meilleure géométrie | Plage de volume | Coût des outillages | Contrainte clé |
| Pliage | Supports, boîtiers, panneaux comportant des plis | Du prototype à la production à grande échelle | Faible — outillage standard | Longueur de bride, séquence de coudes, limites de rayon |
| Estampage | Pièces moulées complexes à caractéristiques multiples | Élevé à très élevé | Haut — jeu de matrices sur mesure | Délai de livraison long, la conception doit être définitive |
| Emboutissage profond | Coupes, cylindres, pièces creuses sans soudure | Moyen à élevé | Moyen à élevé — poinçon et matrice appariés | Taux d'étirage, ductilité du matériau |
| Profilage | Pièces longues à section transversale constante | Élevé | Moyen — rouleaux spécifiques au profil | Aucune variation de la section transversale sur toute la longueur |
| Découpe au laser | Profils plats complexes, toute configuration de perçage | N'importe quel | Aucun — aucun outillage spécifique à la pièce | Largeur de coupe, zone affectée thermiquement sur un matériau mince |
Il convient d’adapter le procédé à la géométrie de la pièce et au volume annuel prévu. Pour les pièces à faible volume et à géométrie standard, le pliage sur presse plieuse associé à la découpe laser répond de manière économique à la grande majorité des besoins. Pour les formes creuses, l’emboutissage profond offre le résultat le plus résistant et le plus économe en matière. Pour les pièces à fort volume présentant des formes complexes, l’estampage permet d’obtenir le coût unitaire le plus bas. Pour les profils longs et réguliers, le profilage est sans égal. La plupart des pièces de série combinent plusieurs procédés : découpe au laser, puis pliage, puis insertion des fixations, puis finition.
Foire aux questions
Qu'est-ce que le formage de la tôle ?
Le formage de la tôle désigne tout procédé consistant à transformer une tôle plate en une pièce tridimensionnelle en appliquant une force, ce qui déforme définitivement le matériau sans y ajouter ni en retirer de matière. Les principaux procédés de formage sont le pliage, l'estampage, l'emboutissage et le profilage, généralement associés à des opérations de découpe — découpe au laser, poinçonnage ou cisaillage — afin de préparer l'ébauche et d'y réaliser des perçages.
Quelle est la différence entre le pliage et l'emboutissage profond ?
Le pliage déforme la tôle le long d'une ligne droite pour créer un angle ou une courbe ; le matériau situé à l'extérieur de la ligne de pliage n'est pas significativement affecté. L'emboutissage profond redistribue le matériau sur une grande surface en enfonçant un poinçon à travers l'ébauche dans la cavité d'une matrice, formant ainsi une pièce tridimensionnelle creuse telle qu'une coupelle, un cylindre ou un boîtier. L'emboutissage profond implique un écoulement de matière nettement plus important et nécessite une ductilité plus élevée du matériau de la pièce.
Quel procédé de formage est le plus adapté à la production en grande série ?
L'emboutissage et le profilage sont les procédés les plus rentables pour la production en grande série. L'emboutissage convient aux pièces de forme complexe produites en grandes quantités, pour lesquelles un jeu de matrices sur mesure peut être amorti sur l'ensemble de la série. Le profilage convient aux pièces longues présentant un profil de section transversale uniforme, pour lesquelles la vitesse de production en continu est essentielle. Ces deux procédés nécessitent un investissement important en outillage qui n'est rentable qu'à partir d'un volume de production suffisant.
Est-il possible de combiner différents procédés de formage sur une même pièce ?
Oui — la plupart des pièces en tôle font appel à une combinaison de procédés. Une pièce type peut par exemple être découpée au laser pour obtenir son profil, poinçonnée pour réaliser des trous, pliée sur une presse plieuse, emboutie pour créer une cavité, puis soumise à des opérations de finition. Les matrices d’emboutissage progressif intègrent plusieurs de ces opérations dans un seul outil. Savoir quels procédés sont disponibles chez votre fournisseur vous aide à concevoir des pièces dont le parcours de production est fluide et efficace.


