Pour obtenir une pièce en tôle pliée aux dimensions souhaitées, il faut tenir compte de ce qui arrive au matériau pendant le pliage. L'extérieur du pli s'étire, l'intérieur se comprime, et la pièce consomme une longueur de matériau le long de l'axe neutre qu'il faut réintégrer dans le patron à plat. Trois concepts régissent ce processus : le facteur K (qui détermine l’emplacement de l’axe neutre), la surépaisseur de pliage (la longueur d’arc utilisée pour le pliage) et la déduction de pliage (la valeur à soustraire lors de l’implantation du plan). Si vous les calculez correctement, votre pièce pliée correspondra au dessin. Si vous vous trompez, toutes les cotes seront erronées.
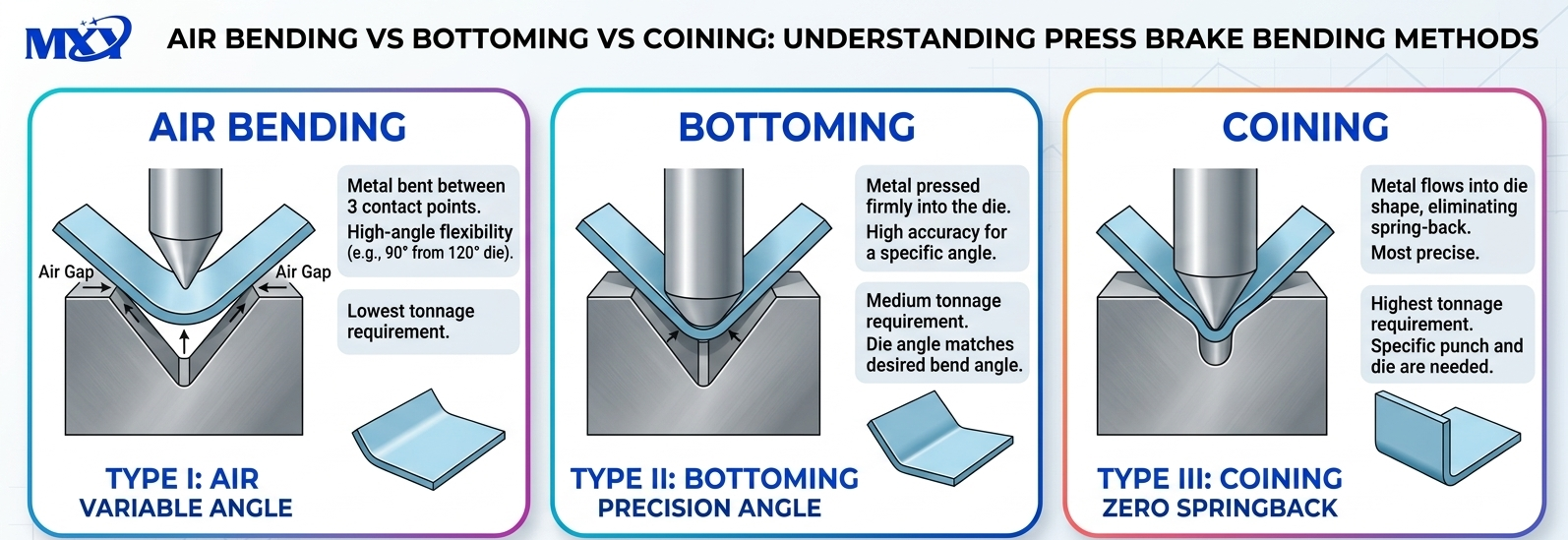
Ce guide présente les formules, les valeurs de départ pratiques et les règles de conception permettant de garantir la fabricabilité des pièces. Pour en savoir plus sur les différentes méthodes de formage par pliage, consultez la section « Pliage à l'air, formage par fondage et estampage », et pour découvrir l'ensemble complet des procédés, consultez notre tôle Guide des procédés de formage.
L'axe neutre et le facteur K
Lorsque l'on plie une tôle, il existe un plan à l'intérieur du matériau qui ne subit ni étirement ni compression. C'est ce qu'on appelle l'axe neutre. Dans une tôle à plat, il se trouve au centre, mais à mesure que le pli se forme, il se déplace vers la face interne. Le facteur K exprime cette position sous forme de fraction de l'épaisseur du matériau, mesurée à partir de la face interne.
À l'état plat, le facteur K est pratiquement égal à 0,5. Lors du cintrage, il diminue pour se situer généralement entre 0,30 et 0,50, en fonction du matériau, de l'épaisseur, du rayon intérieur et de la méthode de formage. Une valeur de départ courante pour les pliages à l'air est d'environ 0,33, tandis que pour l'acier doux laminé à froid, elle est souvent calculée à environ 0,446 à partir de tableaux de référence. Le facteur K est la seule valeur qui relie le comportement du matériau à vos calculs de plan de découpe ; il est donc utile de le calibrer à l'aide d'un pliage d'essai pour les matériaux que vous utilisez fréquemment.
Marge de cintrage et déduction de cintrage
Marge de cintrage (BA) correspond à la longueur d'arc de matière consommée le long de l'axe neutre sur toute la longueur du pli :
BA = θ × (R + K × T)
où θ est l'angle de courbure en radians, R le rayon intérieur de courbure, K le facteur K et T l'épaisseur du matériau.
Déduction pour flexion (BD) c'est ce qu'il faut soustraire de la somme des longueurs des côtés extérieurs pour obtenir la longueur du patron à plat :
BD = 2 × (R + T) × tan(θ/2) − BA
La longueur à plat correspond alors simplement à la somme des côtés extérieurs, moins la déduction prévue pour chaque courbure :
Longueur du segment = côté A + côté B − BD
La surépaisseur de pliage ajoute de la matière ; la sous-épaisseur de pliage en enlève par rapport aux dimensions extérieures. Le fait de mélanger les deux, ou de passer d’une convention de mesure des côtés intérieurs à une convention de mesure des côtés extérieurs, est l’une des erreurs les plus courantes erreurs de schéma plat. Les logiciels de CAO modernes se chargent des calculs, mais c'est toujours à vous de fournir le facteur K et le rayon de courbure ; c'est pourquoi il est important de bien comprendre les données à saisir pour éviter d'obtenir des résultats erronés.
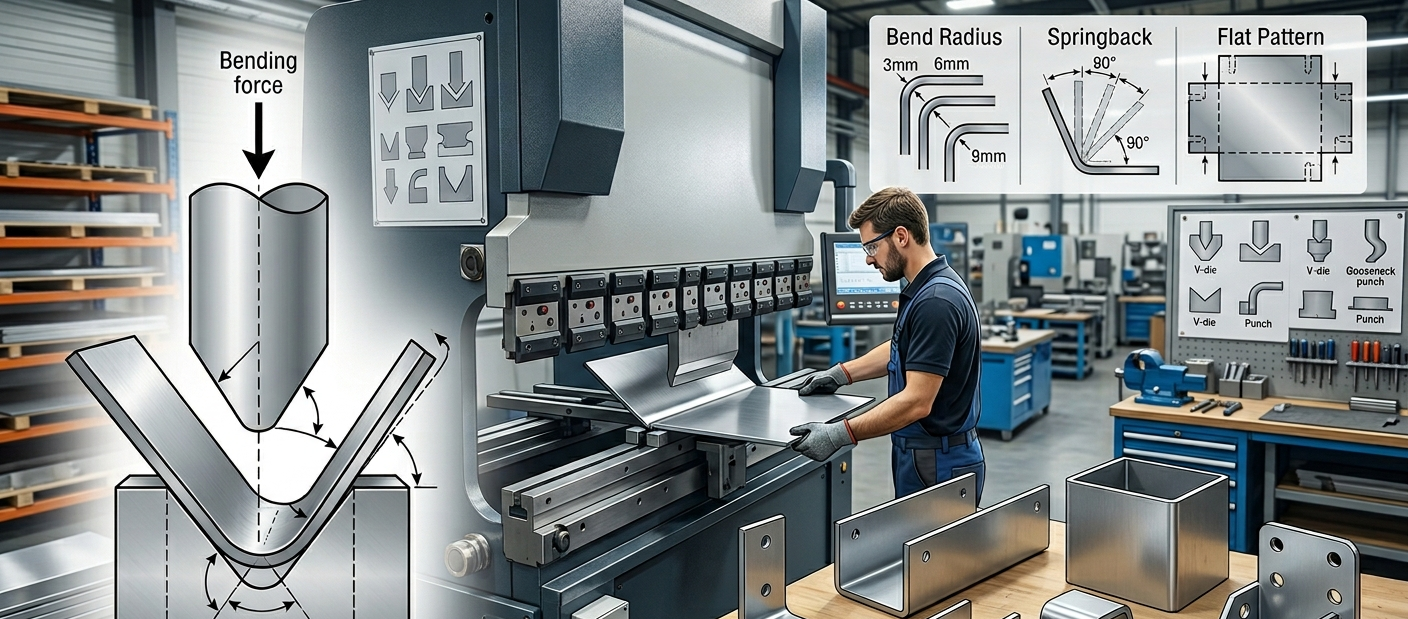
Rayon de courbure minimal
Si le rayon intérieur est trop petit, la face extérieure du coude se fissure. En règle générale, il convient de veiller à ce que le rayon intérieur soit au moins égal à l'épaisseur du matériau, voire supérieur pour les métaux plus durs ou moins ductiles :
| Matériau | Rayon intérieur minimal |
| Acier doux | environ 1 × l'épaisseur |
| Aluminium | environ 1,5 fois l'épaisseur |
| Acier inoxydable | environ 2 fois l'épaisseur |
Ce ne sont que des points de départ ; vérifiez l'alliage et l'état de durcissement spécifiques. Le fait de plier perpendiculairement au sens du grain plutôt que parallèlement à celui-ci réduit également le risque de fissuration ; veillez donc à préciser le sens du grain pour les pliages critiques.
Retour élastique
Comme l’axe neutre se déplace vers l’intérieur, la partie extérieure du matériau subit un étirement plus important que la partie intérieure, qui subit une compression, ce qui fait que la pièce tente de reprendre sa forme plane dès que le poinçon se soulève. Les matériaux à haute résistance et les rayons plus importants présentent un retour élastique plus important. On compense ce phénomène en sur-pliant légèrement la pièce, ou en optant pour une méthode de formage qui verrouille l’angle, comme le formage par fondage ou le matriçage. Les aciers inoxydables et les aciers à haute résistance sont généralement à l’origine de ces retours élastiques inattendus.
Règles pratiques de conception
• Utilisez un rayon de courbure intérieur unique et constant sur l'ensemble de la pièce afin qu'un seul outil puisse réaliser tous les pliages.
• Veillez à ce que la longueur minimale de la bride soit suffisante pour qu’elle repose sur la matrice ; elle correspond généralement à environ quatre fois l’épaisseur, plus le rayon de courbure.
• Respectez une distance minimale entre un coude et tout orifice afin que ce dernier ne se déforme pas ; si un orifice est trop proche, il prendra une forme ovale.
• Harmoniser les épaisseurs de matériaux et les rayons afin d'éviter la fabrication d'outils sur mesure.
• Prévoir des dégagements aux extrémités des courbures partielles afin d'éviter toute déchirure.
En suivant ces conseils, vous simplifierez l'outillage et réduirez le coût de vos devis. Envoyez-nous votre dessin (à plat ou plié) pour obtenir un devis et nous vous signalerons les plis nécessitant une attention particulière.
Foire aux questions
Qu'est-ce que le facteur K dans le cintrage de la tôle ?
Le facteur K correspond à la position de l'axe neutre exprimée en fraction de l'épaisseur du matériau, mesurée à partir de l'intérieur du pli. Il est égal à 0,5 dans une tôle plate et se situe généralement entre 0,30 et 0,50 lors du pliage, la valeur de 0,33 étant couramment utilisée comme point de départ pour les pliages à l'air.
Comment calculer la marge de pliage ?
On utilise la formule BA = θ × (R + K × T), où θ est l'angle de cintrage en radians, R le rayon intérieur, K le facteur K et T l'épaisseur. La surépaisseur de cintrage correspond à la longueur d'arc que le cintrage occupe le long de l'axe neutre.
Quel est le rayon de courbure minimal pour la tôle ?
En règle générale, le rayon intérieur doit être au moins égal à l'épaisseur du matériau pour l'acier doux, environ 1,5 fois cette épaisseur pour l'aluminium et environ 2 fois pour l'acier inoxydable. Vérifiez toujours ces valeurs en fonction de l'alliage et de l'état de trempe spécifiques.
Pourquoi mes pièces pliées ne sont-elles pas à la bonne longueur ?
Les causes les plus courantes sont un facteur K incorrect, un retour élastique non pris en compte, l'usure de l'outil modifiant le rayon effectif, ou encore la confusion entre la surépaisseur de pliage et la déduction de pliage. Effectuez un étalonnage à l'aide d'un pliage d'essai et veillez à respecter systématiquement vos conventions de mesure.