Sheet metal forming converts a flat sheet into a three-dimensional part by applying force to deform the material permanently — without adding or removing metal. The family of processes is broad: bending shapes the sheet along a line; stamping cuts and forms complex geometry in one or a few strokes; deep drawing stretches and redistributes material to create hollow, cup-like shapes; roll forming passes a continuous strip through a progressive series of rolls to produce a uniform cross-section profile; and cutting operations — punching, shearing, laser or punch cutting, waterjet — prepare the flat blank and add holes and perforations before or after forming.
Most finished sheet metal parts use more than one of these processes. A typical enclosure might be laser-cut from flat stock, punched for ventilation holes, bent on a press brake, and have hardware inserted before finishing. Understanding what each process does, what geometry it handles best, and where it sits on the volume-versus-tooling-cost spectrum allows designers and engineers to specify the right approach before requesting a quote.
This guide covers each major process in enough depth to make that specification decision confidently. All of the processes described here fall under our servicios de fabricación de chapas metálicas. For the specific choice between general forming and stamping at different volumes, see our sheet metal forming vs stamping guide. For bending-specific design rules — K-factor, bend allowance, and minimum radius — see our sheet metal bending design guide.
Bending
Bending is the most common sheet metal forming operation and the foundation of most fabricated parts. A press brake drives a punch into a V-die, forcing the sheet to deform along a straight line. The angle formed depends on how far the punch travels (air bending), whether the sheet is pressed fully against the die walls (bottoming), or whether extreme force is applied to coin the bend (coining). Each method trades force and tooling specificity against accuracy and repeatability.
Press-brake bending is equipment-flexible: the same machine can produce a bracket today, an enclosure tomorrow, and a chassis panel the day after, changing only the tooling and program. Setup is fast — typically under an hour for a new part on a well-equipped CNC press brake. Tooling cost is low because punches and dies are standard items available in a range of V-opening widths and radii.
Bending geometry is constrained by the requirement that the flange must be long enough to sit on the die, that the bend radius cannot be tighter than the material permits without cracking, and that bends must be sequenced so earlier bends do not block the press from forming later ones. For parts with many bends in tight spaces, three-dimensional forming simulation in CAD is worth running before the job goes to the shop floor.
Key design inputs for bending: material and thickness, inside bend radius (minimum one material thickness for mild steel, 1.5 times for aluminium, two times for stainless), bend angle, and whether dimensions on the drawing are before or after bending. For the mathematics of flat pattern development, including K-factor and bend allowance, see our sheet metal bending design guide. For the detailed comparison of air bending, bottoming, and coining, see our dedicated guide on those three V-bending methods.
Estampado
Stamping uses a custom die set in a mechanical or hydraulic press to cut and form sheet metal at high speed. In a single-hit die, one stroke produces the part. In a progressive die, coil stock feeds through multiple stations — each adding a pierce, notch, emboss, lance, or form — until a complete part drops out with every press stroke. Transfer dies move discrete blanks from station to station for larger or more complex parts.
Stamping is extremely productive at volume. A progressive die running in a servo press can produce thousands of parts per hour with consistent geometry across the entire run. Tolerances achievable in stamping — plus or minus 0.05 mm or better for punched holes and formed dimensions when the die is well-maintained — exceed what press-brake forming can reliably hold at scale. The trade-off is tooling cost and lead time: a progressive die for a moderately complex part typically costs tens of thousands of dollars and requires six to sixteen weeks to build and debug.
Stamping suits parts with high annual volumes, stable designs, and geometry that benefits from simultaneous multi-feature forming: compound bends, embosses and ribs for stiffness, integrated tabs and clips, drawn pockets, and precise hole patterns. Automotive brackets, appliance panels, electrical contacts, and consumer hardware are classic stamping applications.
Deep Drawing
Deep drawing forms a flat blank into a hollow, three-dimensional shape by pressing a punch through the blank into a die cavity while a blank holder restrains the flange material. The blank material flows inward from the flange, thickening slightly at the flange and thinning at the punch nose, to fill the die cavity. Unlike bending, which deforms the sheet along a line, deep drawing redistributes material across a broad area, producing parts with smooth walls and no seam.
The critical design parameter in deep drawing is the draw ratio — the ratio of blank diameter to punch diameter (for circular parts). A draw ratio above approximately 2.0 to 2.2 in a single draw typically causes tearing or wrinkling and requires multiple drawing stages with intermediate annealing to allow the material to recover. Material ductility is the limiting factor: low-carbon steel and aluminium 3003 and 5052 draw well; aluminium 6061-T6 and stainless steel require more conservative ratios and careful lubrication.
Deep drawing produces seamless, strong parts with excellent wall integrity, which is why it dominates cookware, beverage cans, automotive fuel tanks, pressure vessel end caps, and enclosures requiring a drawn depth greater than the diameter. At volume, deep drawing is very cost-effective — die cost is spread across a long run and cycle times are fast. At prototype or low-volume quantities, the die cost makes other approaches more economical.
Roll Forming
Roll forming passes a continuous metal strip through a series of paired rolls, each set adding a small increment of bend to the cross-section. After passing through all the roll stations, the strip has been progressively formed into the target profile. The finished profile is cut to length by a flying die or a downstream cut-off press.
Roll forming is optimised for parts with a constant cross-section along their length: structural channels, hat sections, Z-sections, tube profiles, door and window frame extrusions, solar panel mounting rails, and automotive rocker panels. Because the process is continuous, it achieves very high production rates and excellent dimensional consistency along the length of the part. Material thickness is consistent across the cross-section because the process bends rather than draws the material.
The limitation is that roll forming cannot produce changes in cross-section along the part length, does not handle short parts efficiently, and requires a dedicated set of rolls for each profile. Roll tooling is less expensive than stamping dies but is still profile-specific. Roll forming is therefore most economical for established, high-volume profiles rather than one-off or frequently changing designs.
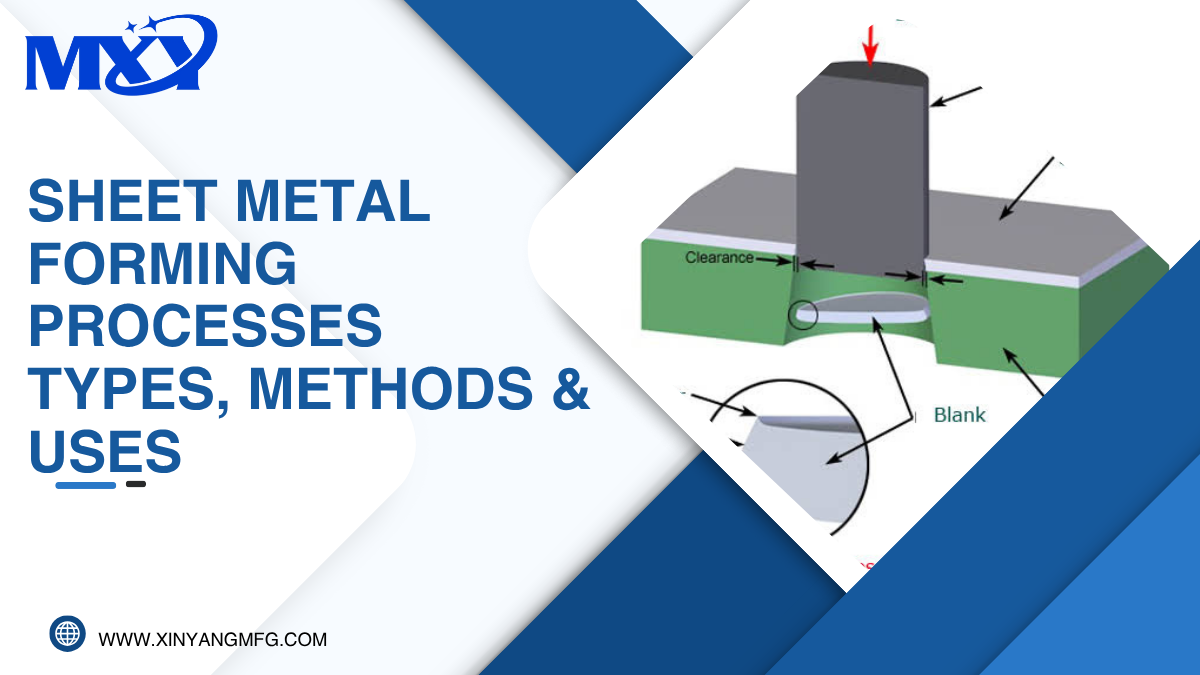
Cutting Operations: Laser Cutting, Punching, and Shearing
Forming processes almost always pair with cutting to prepare the blank and add holes and perforations. The main cutting methods are laser cutting, turret punch pressing, and shearing, each with different strengths.
CNC laser cutting uses a focused laser beam to melt or vaporise material along the programmed cut path. It produces clean, accurate trim edges on a wide range of materials and thicknesses, handles complex profiles without part-specific tooling, and is fast to set up from a DXF or DWG file. Laser cutting is the standard choice for low-to-medium volume blanking and profiling, complex external profiles, and materials up to about 25 mm thick depending on the laser type and power.
Turret punch pressing uses a rotating tool magazine to punch holes, slots, and louvers at high speed. It is faster than laser for repetitive hole patterns and can form small features like dimples and countersinks in the same operation. Punch tooling is low cost and the process works well on mild steel up to about 6 mm thick.
Shearing cuts straight lines rapidly and economically for blanking rectangular stock. It has no tooling cost but is limited to straight cuts. Notching, used to prepare corners for bending, and blanking, used to cut the outline of a complex flat pattern, are closely related operations often performed on the same equipment.
How to Choose a Forming Process
| Process | Best Geometry | Volume Range | Tooling Cost | Key Constraint |
| Bending | Brackets, enclosures, panels with bends | Prototype to high | Low — standard tooling | Flange length, bend sequence, radius limits |
| Estampado | Complex multi-feature formed parts | High to very high | High — custom die set | Long lead time, design must be locked |
| Deep drawing | Cups, cylinders, seamless hollow parts | Medium to high | Medium–high — matched punch and die | Draw ratio, material ductility |
| Roll forming | Long parts with constant cross-section | High | Medium — profile-specific rolls | No cross-section change along length |
| Laser cutting | Complex flat profiles, any hole pattern | Any | None — no part-specific tooling | Kerf width, heat-affected zone on thin material |
Match the process to part geometry and expected annual volume. For low-volume, general-geometry parts, press-brake bending plus laser cutting covers the vast majority of requirements economically. For hollow shapes, deep drawing produces the strongest, most material-efficient result. For high-volume parts with complex formed features, stamping delivers the lowest per-part cost. For long constant profiles, roll forming is unmatched. Most production parts combine processes: laser cut, then bend, then insert hardware, then finish.
Preguntas frecuentes
What is sheet metal forming?
Sheet metal forming is any process that shapes flat sheet material into a three-dimensional part by applying force, permanently deforming the material without adding or removing it. The main forming processes are bending, stamping, deep drawing, and roll forming, usually combined with cutting operations — laser cutting, punching, or shearing — to prepare the blank and add holes.
What is the difference between bending and deep drawing?
Bending deforms the sheet along a straight line to create an angle or curve — the material outside the bend line is not significantly affected. Deep drawing redistributes material across a large area by pressing a punch through the blank into a die cavity, forming a hollow three-dimensional shape such as a cup, cylinder, or enclosure. Deep drawing involves substantially more material flow and requires higher ductility in the workpiece material.
Which forming process is best for high volume?
Stamping and roll forming are the most cost-efficient at high volume. Stamping suits complex formed parts produced in large quantities where a custom die set can be amortised over the run. Roll forming suits long parts with a uniform cross-section profile where continuous production speed is critical. Both require significant tooling investment that only pays off at sufficient volume.
Can different forming processes be combined on one part?
Yes — most sheet metal parts use a combination of processes. A typical part might be laser cut to profile, punched for holes, bent on a press brake, deep drawn for a pocket feature, and finished. Progressive stamping dies integrate many of these operations into a single tool. Understanding which processes are available on your supplier’s floor helps in designing parts that flow efficiently through production.


