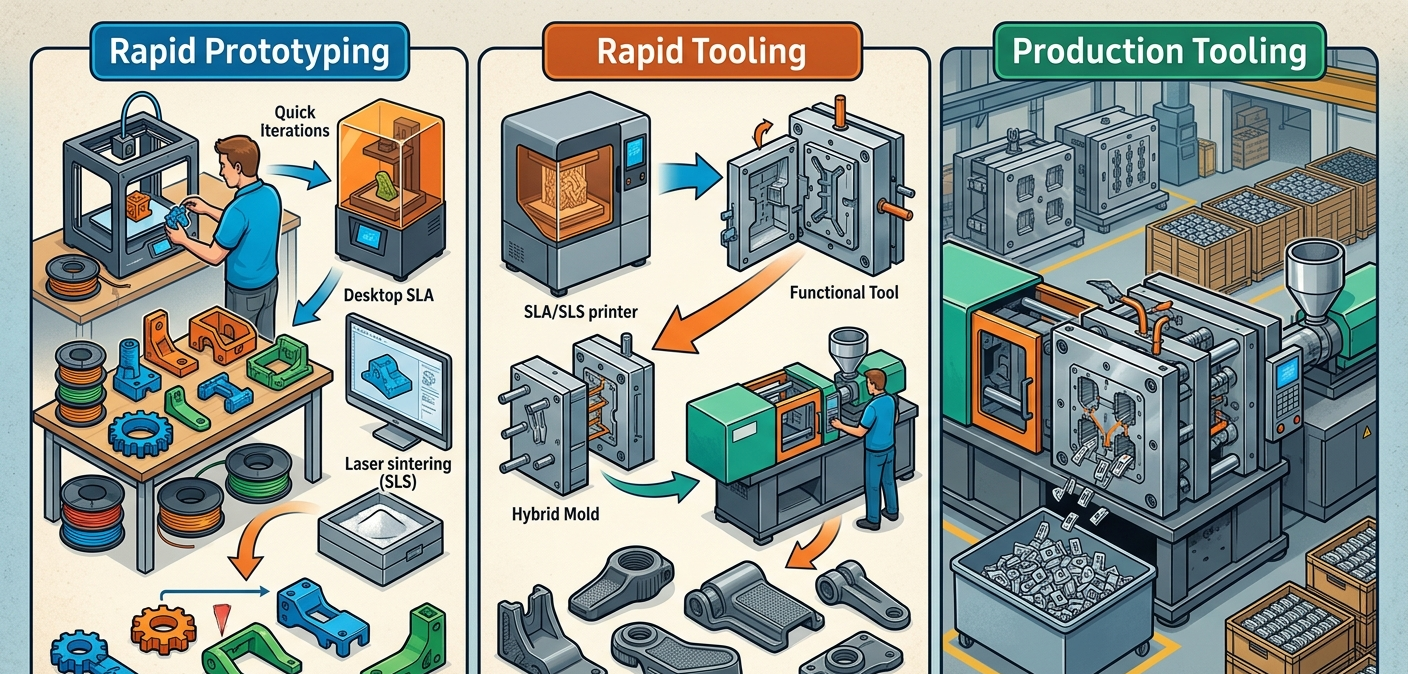
Rapid Prototyping, Rapid Tooling und Serienwerkzeugbau sind drei Stufen auf der Produktentwicklungsleiter. Jede Stufe hat ein anderes Ziel, eine andere Kostenstruktur und andere Abwägungen zwischen Geschwindigkeit, Stückkosten, Designflexibilität und Teilequalität. Sie zu verwechseln – also eine Serienform zu fertigen, bevor das Design validiert ist, oder zu lange an 3D-gedruckten Prototypen festzuhalten, obwohl der Einsatz von Serienwerkzeugen wirtschaftlich eindeutig vorteilhafter wäre – ist einer der kostspieligsten Fehler in der Hardware-Produktentwicklung.
Dieser Leitfaden richtet sich an Produktingenieure, Hardware-Gründer und Beschaffungsmanager, die zum richtigen Zeitpunkt im Produktlebenszyklus die richtige Entscheidung bezüglich der Werkzeugherstellung treffen müssen. Er erläutert den Zweck der einzelnen Phasen, deren Kosten- und Vorlaufzeitprofil, wie man die Auslöser für den nächsten Schritt erkennt und welche häufigen Fehler zu einer Verschwendung von Investitionen in Werkzeuge führen. XY Machining deckt alle drei Phasen ab — 3D-Druck und CNC-Bearbeitung für die Prototypenfertigung, Aluminium- und P20-Schnellwerkzeuge für die Brückenfertigung sowie Produktionswerkzeuge aus gehärtetem Stahl für Großserien – unter demselben Qualitätssystem und demselben Ingenieurteam, was für die später in diesem Leitfaden behandelte Übergangsdiskussion von Bedeutung ist.
Informationen zu den spezifischen Blechumformungsverfahren, die bei der Herstellung von Prototyp-Gehäusen und Strukturbauteilen zum Einsatz kommen, finden Sie in unserem Leitfaden zu Blechumformungsverfahren. Informationen zur CNC-Bearbeitung als Prototyping-Verfahren – mit dem funktionsfähige Metall- und Kunststoffteile mit engeren Toleranzen als beim meisten 3D-Druck hergestellt werden können – finden Sie auf unserer Seite zu CNC-Bearbeitungsdienstleistungen.
Die drei Phasen: Wozu dient jede einzelne?
Phase 1: Rapid Prototyping – Validierung des Entwurfs
Unter Rapid Prototyping versteht man jeden Prozess, bei dem physische Teile schnell und kostengünstig genug hergestellt werden, um eine aktive Designiteration zu unterstützen. Das Ziel besteht nicht darin, serienreife Teile zu produzieren, sondern Designfragen schnell zu klären, bevor Kapital in den Werkzeugbau investiert wird. Passt diese Geometrie in die Baugruppe? Funktioniert der Mechanismus? Liegt dieser Formfaktor gut in der Hand? Fühlt sich die Wandstärke richtig an? Die Beantwortung dieser Fragen kostet mit einem 3D-gedruckten Bauteil nur sehr wenig, nach dem Fräsen einer Form hingegen sehr viel.
Gängige Rapid-Prototyping-Verfahren und ihre jeweiligen Anwendungsbereiche:
- FDM-3D-Druck: kostengünstigste und schnellste Methode, geeignet für die Form- und Passgenauigkeitsprüfung von nicht funktionsrelevanten Kunststoffteilen. Die Schichtlinien sind sichtbar; die mechanischen Eigenschaften sind anisotrop. Nicht geeignet für die Funktionsprüfung von strukturellen Merkmalen oder Teilen, die ein isotropes Materialverhalten erfordern.
- SLA-/DLP-Druck: glattere Oberflächenbeschaffenheit als beim FDM-Verfahren, höhere Maßgenauigkeit, geeignet für Präsentationsmodelle und funktionale Prototypen mit geringer Beanspruchung. Die Wahl des Harzes ist entscheidend; viele technische Harze sind im Vergleich zu Spritzguss-Typen für die Serienfertigung spröde.
- SLS-/MJF-Druck: fester und isotropischer als FDM und SLA, besser geeignet für Funktionstests von beweglichen Teilen und Baugruppen. Die Oberflächenbeschaffenheit ähnelt einer Pulverbeschichtung; durch Nachbearbeitung lässt sich das Erscheinungsbild verbessern.
- CNC-Bearbeitung: höchste Qualität Schnelle Prototypenerstellung Verfahren für Metall- und Hartkunststoffteile. Erzeugt Teile mit serienüblichen Toleranzen aus echten Konstruktionswerkstoffen (6061-T6, Edelstahl 316, Delrin, PEEK). Die Lieferzeit beträgt 5 bis 10 Tage; die Kosten pro Teil sind höher als beim 3D-Druck, aber das Teil entspricht exakt dem Serienentwurf. Erforderlich für funktionale Strukturprüfungen, präzise Passungen und alle Prototypen, die behördlichen Prüfungen unterzogen werden.
- Blechbearbeitung : Bei Gehäusen, Chassis und Strukturhalterungen werden durch CNC-Laserschneiden in Kombination mit Abkantpressen Prototypen aus Blech innerhalb von 5 bis 12 Tagen hergestellt – mit Materialien und Toleranzen, die denen der Serienfertigung entsprechen. Das ist das richtige Prototyping-Verfahren für jedes Design, das als geformtes Blechteil in Serie gehen soll.
- Urethan-Gussverfahren: Erzeugt 20 bis 50 Teile aus serientauglichem Urethan oder Silikon anhand eines bearbeiteten Vorlagenteils und bietet dabei eine bessere Oberflächengüte und bessere Materialeigenschaften als der 3D-Druck, ist jedoch mit höheren Kosten verbunden. Eignet sich für Ausstellungsmodelle, Muster für Investoren und Validierungsläufe vor der Serienproduktion.
Phase 2: Rapid Tooling – Brückenproduktion
Unter „Rapid Tooling“ versteht man Formen und Werkzeuge, die aus weicheren Materialien – vor allem Aluminiumlegierungen oder vorgehärtetem P20-Stahl – gefertigt werden und mit denen Spritzgussteile innerhalb von 1 bis 3 Wochen hergestellt werden können, anstatt der 6 bis 12 Wochen, die für eine Produktionsform aus gehärtetem Stahl erforderlich sind. Rapid Tooling ermöglicht es, Pilotserien von 500 bis 50.000 Teilen wirtschaftlich rentabel zu produzieren, bevor man sich für eine Serienform entscheidet.
Das charakteristische Merkmal des Rapid Tooling ist der Kompromiss zwischen Geschwindigkeit und Haltbarkeit. Aluminiumformen lassen sich schneller und kostengünstiger herstellen als Stahlformen, verschleißen jedoch schneller – in der Regel halten sie 10.000 bis 50.000 Schuss, bevor sich die Oberflächenqualität oder Maßgenauigkeit verschlechtert. Vorgehärteter P20-Stahl benötigt 2 bis 3 Wochen und ist teurer, hält jedoch 100.000 bis 250.000 Schuss stand und eignet sich daher für die Überbrückungsproduktion mittlerer Stückzahlen, bis ein gehärtetes Serienwerkzeug bereitsteht.
Rapid Tooling ist die richtige Lösung, wenn:
- Die Konstruktion ist feststehend oder nahezu feststehend – wesentliche Geometrieänderungen nach dem Fräsen mit einem Schnellfräser erfordern ein kostspieliges Nachfräsen oder führen zur Verschrottung des Werkzeugs
- Die Stückzahl liegt zwischen 500 und 50.000 Teilen, und die Materialanforderungen erfordern echte Kunststoffspritzgussteile – keine 3D-gedruckten Ersatzlösungen.
- Die Markteinführungszeit ist entscheidend: Mit einem Schnellwerkzeug können Teile bereits 3 bis 6 Wochen nach Freigabe des Entwurfs ausgeliefert werden; bei einem Serienwerkzeug dauert es mindestens 10 bis 20 Wochen.
- Ein Fertigungswerkzeug ist geplant, aber noch nicht durch ein bestätigtes Volumen gerechtfertigt – Rapid Tooling schließt diese Lücke
- Vor der Investition in Produktionswerkzeuge ist eine Validierung im Pilotbetrieb erforderlich
Kostenparameter für Rapid-Tooling: Aluminium-Ein-Kavitäten-Werkzeuge für einfache Teile kosten in der Regel zwischen 3.000 und 8.000 USD; P20-Ein-Kavitäten-Werkzeuge kosten zwischen 6.000 und 15.000 USD. Schnellwerkzeuge mit mehreren Kavitäten kosten entsprechend mehr. Diese Zahlen hängen stark von der Teilegeometrie, der Anzahl der Kavitäten und der Komplexität der erforderlichen Nebenbewegungen oder Stößel ab.
Phase 3: Serienwerkzeuge – auf Langlebigkeit ausgelegt
Produktionswerkzeuge sind Formensätze aus gehärtetem Stahl – Werkzeugstahl H13, S136 (für korrosive Harze), NAK80 (für hochglänzende optische Oberflächen) –, die für 1 Million oder mehr Produktionszyklen bei einer Lebensdauer von 5 bis 10 Jahren ausgelegt sind. Serienwerkzeuge sind langsamer und teurer in der Herstellung als Rapid-Tools, bieten jedoch drei Vorteile, die Rapid-Tools nicht bieten können: gleichbleibende Maßgenauigkeit über Millionen von Schuss, Oberflächenqualitäten von SPI A1 (Spiegelglanz) bis hin zu strukturierten Oberflächen sowie Mehrfachkavitätenkonfigurationen (4, 8, 16, 32 oder mehr Kavitäten), die die Zykluszeit pro Teil proportional verkürzen.
Fertigungswerkzeuge sind die richtige Lösung, wenn:
- Das Jahresvolumen liegt bei über 100.000 Teilen – bei dieser Stückzahl amortisiert sich das Fertigungswerkzeug schnell, und die geringeren Stückkosten rechtfertigen die Investition.
- Das Design wurde im Rahmen der Prototypen- und Pilotproduktion vollständig validiert – es sind keine Änderungen an der Geometrie zu erwarten.
- Die Anforderungen an die Oberflächenbeschaffenheit übersteigen die Möglichkeiten eines Rapid-Tool-Verfahrens – SPI A1-Spiegelglanz und präzise Strukturgrade erfordern gehärteten Stahl, der auf den erforderlichen Grad poliert wurde
- Die Maßtoleranzen müssen über Millionen von Zyklen hinweg konstant bleiben – gehärteter Stahl behält seine Geometrie über die gesamte Standzeit bei; Aluminium nutzt sich schrittweise ab
- Die Wirtschaftlichkeit der Mehrfachform-Fertigung ist unerlässlich – gehärtete 8-Kavitäten-Werkzeuge verursachen nur einen Bruchteil der Stückkosten im Vergleich zu Schnellwerkzeugen mit einer Kavität
Kostenparameter für Fertigungswerkzeuge: Einfachen-Werkzeuge aus gehärtetem Stahl für einfache Teile kosten in der Regel zwischen 15.000 und 30.000 USD. Mehrfachformen für komplexe Teile mit Nebenantrieben und Heißkanalsystemen kosten zwischen 50.000 und 150.000 USD oder mehr. Die Komplexität der Form, die Anzahl der Kavitäten und die Stahlsorte sind die wichtigsten Kostenfaktoren. Die Vorlaufzeit beträgt 6 bis 12 Wochen vom genehmigten Formentwurf bis zu den ersten Spritzgussteilen.
Vollständige Vergleichstabelle
| Attribut | Schnelle Prototypenerstellung | Schnellwerkzeugbau | Fertigungswerkzeuge |
| Hauptziel | Entwurf überprüfen – Form, Passform, Funktion | Brückenfertigung – Testserie aus echtem Harz | Massenproduktion – niedrigste Stückkosten |
| Ausgabemenge | typischerweise 1–50 Teile | 500–50.000 Teile | 100.000–10 Mio.+ Teile |
| Werkzeugkosten | Null (kein Werkzeug) | $3K–$15K Aluminium oder P20 | $15K–$150K+ gehärteter Stahl |
| Vorlaufzeit für die Werkzeugherstellung | k. A. (Tage bis zum ersten Teil) | 1–3 Wochen | 6–12 Wochen |
| Werkzeugmaterial | k. A. | Aluminium oder vorgehärteter P20-Stahl | H13, S136, NAK80 – gehärteter Stahl |
| Standzeit | k. A. | 10.000–250.000 Aufnahmen (materialabhängig) | Über 1 Million Aufnahmen |
| Stückkosten | Am höchsten (3DP) oder mäßig (CNC) | Mittelklasse | Tiefststand bei hohem Handelsvolumen |
| Kosten für Konstruktionsänderungen | Unbedeutend – Datei aktualisieren | Mäßig – Werkzeug zum Nachschneiden oder Ausbessern | Hoch – Werkzeug nachschleifen oder austauschen |
| Oberflächenbeschaffenheit | Schichtlinien (FDM) zu glatten Oberflächen (SLA) | Textur in Produktionsqualität, begrenzt verfügbar | SPI A1 für jede Texturklasse |
| Materialgenauigkeit | Druckmaterial, kein Produktionsharz | Tatsächlich verwendetes Harz | Tatsächlich verwendetes Harz |
Wann man die Karriereleiter hinaufsteigen sollte
Vom Rapid Prototyping bis zum Rapid Tooling
Der Auslöser für den Übergang vom Prototyping zum Rapid Tooling ist erreicht, wenn die Stückkosten bei Prototyping-Verfahren die amortisierten Stückkosten eines Rapid-Tooling-Verfahrens bei der Stückzahl übersteigen, die Sie in den nächsten sechs Monaten zu bestellen beabsichtigen. Eine einfache Rechnung: Wenn ein CNC-gefertigtes Prototypenteil 80 USD pro Stück kostet und Sie 500 Teile für eine Pilotproduktion benötigen, belaufen sich die Kosten für die Prototypenteile auf 40.000 USD. Ein Rapid-Tool aus Aluminium für 6.000 USD plus 2 USD pro Spritzgussteil bei dieser Stückzahl ergibt insgesamt 7.000 USD – eine Ersparnis von 33.000 USD. Das Design muss zudem ausreichend stabil sein, damit die Investition in das Werkzeug nicht sofort durch eine Geometrieänderung zunichte gemacht wird.
Zu den sekundären Auslösern zählen: die Notwendigkeit, für mechanische Prüfungen echte Eigenschaften von Spritzgussmaterialien (und keine durch den 3D-Druck erzeugten Annäherungswerte) zu verwenden; kosmetische Anforderungen die der 3D-Druck nicht erfüllen kann; sowie Pilotproduktionsserien, die an Kunden oder Beta-Nutzer verkauft oder verteilt werden müssen, bevor das volle Produktionsvolumen bestätigt ist.
Vom Rapid-Tooling bis zum Serienwerkzeugbau
Der Auslöser für den Wechsel von der Rapid-Tooling- zur Serienform ist gegeben, wenn das prognostizierte Produktionsvolumen über die Nennlebensdauer der Rapid-Tooling-Form hinausgeht (typischerweise 50.000 bis 100.000 Schuss bei P20), wenn die Anforderungen an die Oberflächengüte oder das Erscheinungsbild die Möglichkeiten eines Aluminium- oder P20-Werkzeugs übersteigen oder wenn die Wirtschaftlichkeit einer Mehrfachform-Produktion erforderlich ist, um die Kostenziele pro Teil zu erreichen.
Der Wechsel wird zudem erforderlich, wenn die Maßgenauigkeit des Schnellwerkzeugs nachlässt – fortschreitender Verschleiß bei weicheren Werkzeugwerkstoffen führt zu einer allmählichen Maßabweichung, die sich bereits vor Erreichen der nominalen Standzeit in Teilen äußert, die außerhalb der Toleranz liegen. Wird dies durch eine Prozesskontrolle erkannt und der Wechsel vorgenommen, bevor das Schnellwerkzeug ausfällt, bleibt die Produktionskontinuität gewährleistet.
Die häufigsten Fehler, die zu einer Verschwendung von Investitionen in Werkzeuge führen
Zu frühes Ausschneiden von Fertigungswerkzeugen
Die Investition von 50.000 USD oder mehr in ein Produktionswerkzeug aus gehärtetem Stahl, bevor das Design zumindest durch einen Pilotlauf mit Rapid-Tooling-Werkzeugen validiert wurde, ist ein risikoreiches Unterfangen. Designänderungen nach der Fertigung des Produktionswerkzeugs – selbst geringfügige geometrische Anpassungen – erfordern kostspielige Nachbearbeitungen am Werkzeug oder den Austausch von Werkzeugeinsätzen. Die Kosten für die Nachbearbeitung des Werkzeugs zuzüglich der zusätzlichen Vorlaufzeit übersteigen in der Regel die Kosten eines Rapid-Tooling-Pilotlaufs, durch den das Problem früher erkannt worden wäre. Die Regel lautet: Kapital für Produktionswerkzeuge sollte erst gebunden werden, wenn das Design anhand eines Rapid-Tooling-Laufs mit serienrelevantem Material validiert wurde.
Zu lange beim Rapid Prototyping verharren
Der gegenteilige Fehler ist ebenso kostspielig, nur wirkt er sich langsamer aus. Ein Hardware-Team, das pro Quartal 5.000 Teile zu je 25 USD in Form von CNC-gefrästen Aluminium-Prototypen produziert, gibt pro Quartal 125.000 USD für das Prototypen-Produktionsvolumen aus. Eine Aluminium-Schnellform für 6.000 USD plus 1,50 USD pro Spritzgussteil bei diesem Volumen führt zu einer vierteljährlichen Einsparung von etwa 117.500 USD. Die Anschaffungskosten für die Form sind bereits nach weniger als einer Produktionswoche amortisiert. Teams in dieser Situation hängen oft emotional an der Flexibilität der Prototypenphase – verständlich, aber kostspielig.
Rapid Tooling überspringen und direkt in die Produktion gehen
Der direkte Übergang von 3D-gedruckten Prototypen zu einer 100.000-USD-Serienform ohne Spritzguss-Pilotserie ist die risikoreichste Entscheidung bei der Werkzeugkonstruktion in der Hardware-Entwicklung. Dabei wird die Phase übersprungen, in der Probleme wie Schrumpfung, Verzug, Angussposition, Entlüftung und Entformungsschräge an echten Spritzgussteilen sichtbar werden. Diese Probleme treten bei ersten Formversuchen routinemäßig auf; sie bei einer 8.000-USD-Schnellform zu erkennen, ist etwas ganz anderes, als sie bei einer 80.000-USD-Serienform zu erkennen, bei der jeder Änderungszyklus Tausende kostet und wochenlange Verzögerungen verursacht.
Zusammenarbeit mit einem einzigen Lieferanten in allen drei Phasen
Einer der am meisten unterschätzten Effizienzgewinne bei der Entwicklung von Hardwareprodukten ist die Qualifizierung eines einzigen Lieferanten, der alle drei Phasen unter demselben Qualitätssystem abwickelt. Die Alternative – separate Lieferanten für Prototypenbau, Rapid-Tooling und Serienwerkzeugbau – führt zu drei getrennten Qualifizierungszyklen, drei Sätzen von Zeichnungsrevisionen und Bauteilfreigaben sowie drei Übergangsrisiken, bei denen Konstruktionsinformationen verlustfrei zwischen den Lieferanten übertragen werden müssen.
XY Machining deckt den gesamten Prozess ab: 3D-Druck und CNC-Bearbeitung zur Validierung von Prototypen, Rapid-Tooling aus Aluminium und P20 für die Überbrückungsproduktion und Pilotserien sowie Produktionswerkzeuge aus gehärtetem Stahl für die Großserienfertigung. Dasselbe Ingenieurteam, das die DFM des Prototyp-Entwurfs prüft, überprüft auch den Entwurf des Rapid-Tools und den des Produktionswerkzeugs. In allen Phasen gilt dasselbe Qualitätsmanagementsystem (QMS). Der Übergang zwischen den Phasen ist eher ein interner Prozesswechsel als ein Lieferantenwechsel, wodurch Zeit für eine erneute Qualifizierung entfällt und die Kontinuität des Designs gewährleistet wird.
Häufig gestellte Fragen
Wie lange dauert die Rapid-Tooling-Fertigung?
Schnellwerkzeuge aus Aluminium für einfache Teile werden in der Regel innerhalb von 1 bis 2 Wochen nach Freigabe des Werkzeugentwurfs gefertigt. Bei Schnellwerkzeugen aus vorgehärtetem P20-Stahl beträgt die Fertigungszeit 2 bis 3 Wochen. Die Zeit von der Bestellung bis zu den ersten Spritzgussteilen umfasst auch die Werkzeugkonstruktion und die DFM-Prüfung, was in der Regel 3 bis 5 Werktage dauert. Rechnen Sie insgesamt mit 2 bis 4 Wochen von der Freigabe des Entwurfs bis zur Fertigstellung der Erstmusterteile aus einem Schnellwerkzeug.
Wie viel kosten Fertigungswerkzeuge?
Die Preise für Produktionswerkzeuge aus gehärtetem Stahl mit einer Kavität für einfache Teile beginnen bei etwa 15.000 bis 30.000 USD. Mehrkavitätenwerkzeuge für komplexe Teile mit Seitenantrieben, Stößeln und Heißkanalsystemen kosten zwischen 50.000 und 150.000 USD oder mehr. Die wichtigsten Kostenfaktoren sind die Anzahl der Kavitäten, die Komplexität der Teilegeometrie, die Stahlsorte (H13 gegenüber S136 für korrosive Kunststoffe) sowie die Anforderungen an die Oberflächengüte. Lassen Sie sich vor der Budgetplanung einen detaillierten Vorschlag für die Werkzeugkonstruktion unterbreiten.
Können Rapid-Tools für die eigentliche Produktion eingesetzt werden?
Ja, für die Kleinserienfertigung. Rapid-Tools aus Aluminium werden routinemäßig für Pilotläufe von 5.000 bis 50.000 Teilen eingesetzt. P20-Rapid-Tools erweitern den Anwendungsbereich auf 100.000 bis 250.000 Schuss. Die Einschränkung besteht darin, dass Schnellwerkzeuge nicht für Produktionslebensdauern im Millionenbereich ausgelegt sind, nicht die engsten Oberflächengüteklassen einhalten und im Laufe ihrer Lebensdauer stärkere Maßabweichungen aufweisen als gehärtete Serienwerkzeuge. Planen Sie den Übergang zu Serienwerkzeugen, wenn das prognostizierte Produktionsvolumen sich der Nennlebensdauer des Schnellwerkzeugs nähert.
Brauche ich Rapid Tooling, wenn ich über 3D-Druck verfüge?
Liegt das prognostizierte Volumen unter 500 Teilen und sind die Materialanforderungen flexibel, ist 3D-Druck oder Urethan-Guss aus wirtschaftlicher Sicht die richtige Lösung. Bei Stückzahlen über 500 aus serienreifem thermoplastischem Harz – oder wenn das Design Materialeigenschaften, Oberflächenbeschaffenheit oder Toleranzwerte erfordert, die mit 3D-Druck nicht erreicht werden können – sorgt Rapid Tooling in der Regel für niedrigere Gesamtkosten und eine bessere Teilequalität. Führen Sie vor Ihrer Entscheidung einen Vergleich der Stückkosten bei Ihrer geplanten Stückzahl durch.
Worin besteht eigentlich der Unterschied zwischen Aluminium und P20-Schnellwerkzeugen?
Werkzeuge aus Aluminium schneiden schneller (1 bis 2 Wochen) und sind kostengünstiger, verschleißen jedoch schneller – in der Regel halten sie 10.000 bis 50.000 Schüsse, bevor sich die Oberflächenqualität oder Maßgenauigkeit verschlechtert. Vorgehärteter P20-Stahl benötigt 2 bis 3 Wochen und kostet 20 bis 50 Prozent mehr, hält aber 100.000 bis 250.000 Schuss. Entscheiden Sie sich für Aluminium bei kleinen Produktionsserien von Brücken, bei denen es vor allem auf Geschwindigkeit ankommt und das Volumen gering ist; wählen Sie P20, wenn die Brückenproduktion sich auf Hunderttausende von Teilen erstreckt oder wenn Maßhaltigkeit über eine längere Produktionsdauer entscheidend ist.


