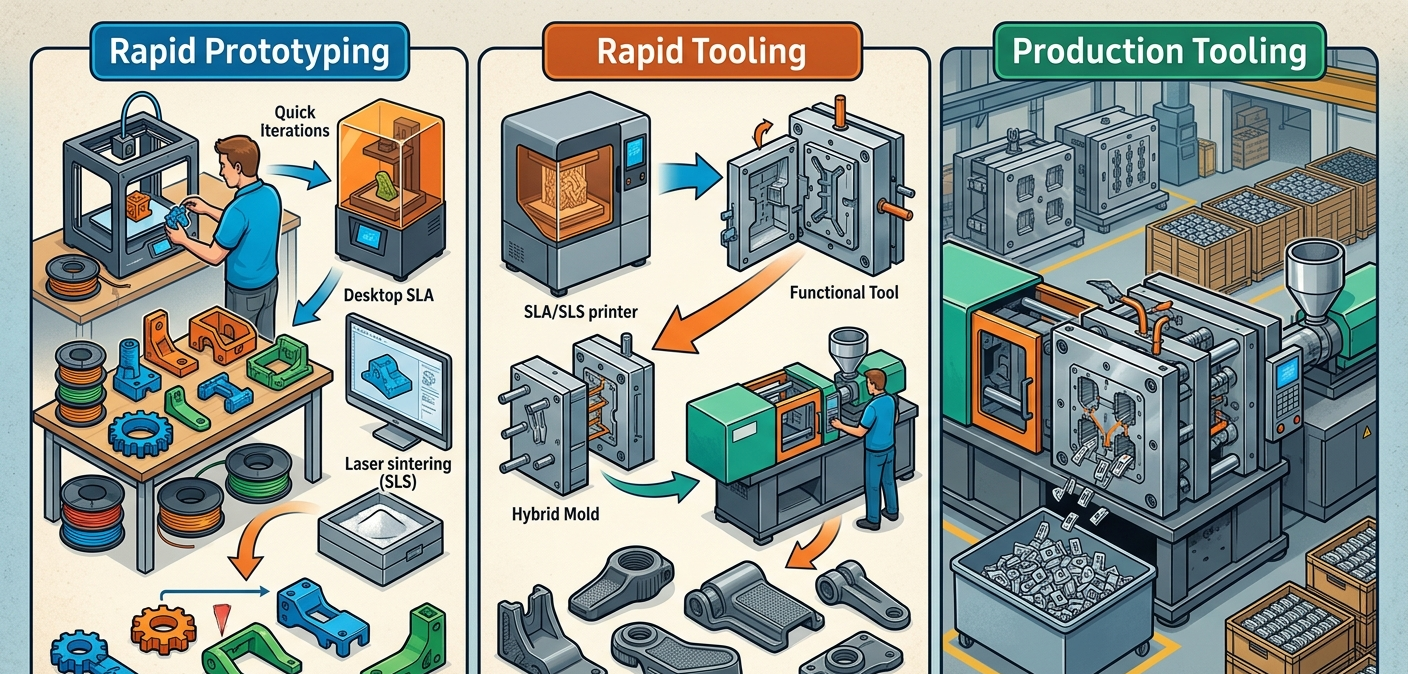
A prototipagem rápida, a fabricação rápida de matrizes e a fabricação de matrizes para produção são três etapas na jornada do desenvolvimento de um produto. Cada etapa tem um objetivo diferente, uma estrutura de custos diferente e um conjunto diferente de compromissos entre velocidade, custo unitário, flexibilidade de projeto e qualidade das peças. Confundi-las — fabricar um molde de produção antes que o projeto seja validado ou continuar com protótipos impressos em 3D além do ponto em que a viabilidade econômica da fabricação de ferramentas é claramente superior — é um dos erros mais caros no desenvolvimento de produtos de hardware.
Este guia foi elaborado para engenheiros de produto, fundadores de empresas de hardware e gerentes de compras que precisam tomar a decisão certa sobre ferramentas no momento certo do ciclo de vida de um produto. Ele aborda a finalidade de cada etapa, o perfil de custo e prazo de entrega de cada uma, como reconhecer o sinal para avançar na escada e os erros comuns que desperdiçam o investimento em ferramentas. A XY Machining lida com todas as três etapas — Impressão 3D e Usinagem CNC para prototipagem, ferramentas rápidas em alumínio e P20 para a produção de pontes e ferramentas de produção em aço temperado para séries de alto volume — sob o mesmo sistema de qualidade e a mesma equipe de engenharia, o que é relevante para a discussão sobre transição apresentada mais adiante neste guia.
Para conhecer os processos específicos de conformação de chapas metálicas utilizados na fabricação de protótipos de gabinetes e componentes estruturais, consulte nosso guia de processos de conformação de chapas metálicas. Para saber mais sobre a usinagem CNC como método de prototipagem — que produz peças funcionais de metal e plástico com tolerâncias mais rigorosas do que a maioria das impressões 3D —, consulte nossa página de serviços de usinagem CNC.
As três etapas: qual é a finalidade de cada uma delas
Etapa 1: Prototipagem rápida — Validação do projeto
A prototipagem rápida é qualquer processo que produza peças físicas de forma rápida e econômica o suficiente para apoiar a iteração ativa do projeto. O objetivo não é produzir peças representativas da produção final — é responder rapidamente às questões de projeto, antes de investir capital em ferramentas de fabricação. Essa geometria se encaixa na montagem? O mecanismo funciona? Esse formato se adapta bem à mão? A espessura da parede parece adequada? Responder a essas perguntas custa muito pouco com uma peça impressa em 3D, mas custa muito caro depois que um molde já foi cortado.
Métodos comuns de prototipagem rápida e em que situações cada um deles é adequado:
- Impressão 3D por FDM: custo mais baixo, mais rápida, adequada para validação da forma e do encaixe de peças plásticas não funcionais. As linhas de camada são visíveis; as propriedades mecânicas são anisotrópicas. Não é adequada para testes funcionais de características estruturais ou peças que exijam comportamento isotrópico do material.
- Impressão SLA/DLP: acabamento superficial mais liso do que o da FDM, maior precisão dimensional, adequada para modelos de apresentação e protótipos funcionais sujeitos a baixas tensões. A escolha da resina é importante; muitas resinas de engenharia são mais frágeis em comparação com os tipos utilizados na moldagem por injeção de produção.
- Impressão SLS/MJF: mais resistente e mais isotrópica do que as tecnologias FDM e SLA, sendo mais adequada para testes funcionais de peças móveis e conjuntos. O acabamento superficial é semelhante ao de um revestimento em pó; o pós-processamento melhora a aparência.
- Usinagem CNC: a mais alta qualidade prototipagem rápida Método para peças de metal e plástico rígido. Produz peças com tolerâncias equivalentes às de produção, utilizando materiais de engenharia reais (6061-T6, aço inoxidável 316, Delrin, PEEK). O prazo de entrega é de 5 a 10 dias; o custo por peça é mais alto do que o da impressão 3D, mas a peça é genuinamente representativa do projeto de produção. Necessário para testes estruturais funcionais, encaixes precisos e qualquer protótipo que venha a passar por testes regulatórios.
- Fabricação de chapas metálicas : para gabinetes, chassis e suportes estruturais, o corte a laser CNC combinado com a conformação em prensa-dobra permite a produção de peças protótipos em chapa metálica em 5 a 12 dias, com materiais e tolerâncias equivalentes aos da produção em série. O método de prototipagem ideal para qualquer projeto que venha a entrar em produção como peça de chapa metálica conformada.
- Moldagem de uretano: produz de 20 a 50 peças em uretano ou silicone de qualidade de produção a partir de um molde-mestre usinado, proporcionando melhor acabamento superficial e melhores propriedades do material do que a impressão 3D, embora a um custo mais elevado. Útil para modelos de aparência, amostras para investidores e séries de validação de pré-produção.
Etapa 2: Prototipagem Rápida — Produção de Transição
A fabricação rápida de ferramentas refere-se a moldes e matrizes usinados a partir de materiais mais macios — principalmente ligas de alumínio ou aço pré-têmido P20 — que permitem produzir peças moldadas por injeção em 1 a 3 semanas, em vez das 6 a 12 semanas necessárias para um molde de produção em aço temperado. A fabricação rápida de ferramentas é o que torna economicamente viáveis as séries-piloto de 500 a 50.000 peças antes de se comprometer com uma ferramenta de produção.
A característica marcante da fabricação rápida de ferramentas é o equilíbrio entre velocidade e durabilidade. Os moldes de alumínio permitem um corte mais rápido e mais econômico do que os de aço, mas se desgastam mais rapidamente — normalmente entre 10.000 e 50.000 ciclos antes que a qualidade da superfície ou a precisão dimensional se deteriorem. O aço pré-têmido P20 leva de 2 a 3 semanas para ser produzido e custa mais, mas dura de 100.000 a 250.000 ciclos, tornando-o adequado para a produção intermediária em volumes médios até que uma ferramenta de produção temperada esteja pronta.
A fabricação rápida de ferramentas é a solução ideal quando:
- O projeto está finalizado ou quase finalizado — alterações significativas na geometria após o corte de uma ferramenta rápida exigem um recorte dispendioso ou o descarte da ferramenta
- A quantidade varia de 500 a 50.000 peças, e as especificações do material exigem plástico moldado por injeção de verdade — e não imitações impressas em 3D
- O tempo de lançamento no mercado é importante: uma ferramenta rápida permite o envio de peças em 3 a 6 semanas a partir da aprovação do projeto; uma ferramenta de produção leva no mínimo de 10 a 20 semanas
- Uma ferramenta de produção está planejada, mas ainda não se justifica devido ao volume confirmado — a fabricação rápida de ferramentas preenche essa lacuna
- É necessário realizar uma validação em uma série piloto antes de investir em ferramentas de produção
Parâmetros de custo de ferramentas de produção rápida: as ferramentas de alumínio com cavidade única para peças simples custam, normalmente, entre 3.000 e 8.000 dólares; as ferramentas P20 com cavidade única custam entre 6.000 e 15.000 dólares. Matrizes rápidas de múltiplas cavidades custam proporcionalmente mais. Esses valores dependem fortemente da geometria da peça, do número de cavidades e da complexidade das ações laterais ou dos elevadores necessários.
Etapa 3: Ferramentas de produção — Concebidas para o longo prazo
As ferramentas de produção consistem em conjuntos de moldes de aço temperado — aço para ferramentas H13, S136 (para resinas corrosivas), NAK80 (para superfícies ópticas de alto brilho) — projetadas para 1 milhão ou mais de ciclos de produção ao longo de uma vida útil de 5 a 10 anos. As ferramentas de produção são mais lentas e mais caras de fabricar do que as ferramentas rápidas, mas oferecem três vantagens que as ferramentas rápidas não podem oferecer: precisão dimensional consistente ao longo de milhões de ciclos, acabamentos de superfície que vão desde SPI A1 (polimento espelhado) até graus texturizados e configurações com múltiplas cavidades (4, 8, 16, 32 ou mais cavidades) que reduzem proporcionalmente o tempo de ciclo por peça.
O uso de ferramentas de produção é a solução ideal quando:
- O volume anual ultrapassa 100.000 peças — com esse volume, a ferramenta de produção se amortiza rapidamente e o menor custo por peça justifica o investimento
- O projeto foi totalmente validado por meio de protótipos e produção piloto — não estão previstas alterações na geometria
- Os requisitos de acabamento superficial vão além do que uma ferramenta de fabricação rápida é capaz de oferecer — o acabamento espelhado SPI A1 e os graus precisos de textura exigem aço temperado polido até o grau exigido
- As tolerâncias dimensionais devem permanecer consistentes ao longo de milhões de ciclos — o aço temperado mantém a geometria durante toda a vida útil da ferramenta; o alumínio sofre desgaste progressivo
- É necessário garantir a rentabilidade da produção com múltiplas cavidades — as matrizes temperadas de 8 cavidades operam a uma fração do custo por peça das matrizes rápidas de cavidade única
Parâmetros de custo das ferramentas de produção: ferramentas de aço temperado com cavidade única para peças simples custam, normalmente, entre 15.000 e 30.000 dólares. Matrizes com múltiplas cavidades para peças complexas, com ações laterais e sistemas de canais quentes, variam de 50.000 a 150.000 dólares americanos ou mais. A complexidade da matriz, o número de cavidades e o tipo de aço são os principais fatores que determinam o custo. O prazo de entrega é de 6 a 12 semanas, desde a aprovação do projeto da matriz até as primeiras injeções.
Tabela de comparação completa
| Atributo | Prototipagem Rápida | Fabricação Rápida de Ferramentas | Ferramentas de produção |
| Objetivo principal | Validar o projeto — forma, ajuste e função | Produção de protótipos — série piloto em resina real | Produção em massa — menor custo por peça |
| Quantidade produzida | 1–50 partes (valor típico) | 500–50.000 peças | 100.000–10 milhões+ peças |
| Custo de ferramentas | Zero (sem ferramenta) | $3K–$15K de alumínio ou P20 | $15K–$150K+ aço temperado |
| Prazo de produção de ferramentas | N/A (dias até a primeira parte) | 1 a 3 semanas | 6 a 12 semanas |
| Material da ferramenta | N/A | Alumínio ou aço pré-endurecido P20 | Aço temperado H13, S136, NAK80 |
| Vida útil da ferramenta | N/A | 10 mil a 250 mil disparos (dependendo do material) | Mais de 1 milhão de fotos |
| Custo por peça | Elevado (3DP) ou moderado (CNC) | Gama média | Mínimo em volume |
| Custo de alteração do projeto | Insignificante — atualizar arquivo | Moderado — ferramenta de recorte ou correção | Alto — refazer o corte ou substituir a ferramenta |
| Acabamento da superfície | Linhas de camada (FDM) para acabamento liso (SLA) | Textura de nível profissional, limitada | SPI A1 para qualquer grau de textura |
| Precisão do material | Imprima o material, não a resina de produção | Resina de produção efetiva | Resina de produção efetiva |
Quando subir os degraus
Da prototipagem rápida à fabricação rápida de matrizes
O fator decisivo para passar da prototipagem para a fabricação rápida de matrizes ocorre quando o custo por peça dos métodos de prototipagem excede o custo amortizado por peça de uma matriz de fabricação rápida, considerando o volume que você planeja encomendar nos próximos seis meses. Um cálculo simples: se uma peça protótipo usinada em CNC custa 80 USD cada e você precisa de 500 peças para uma produção piloto, isso representa 40.000 USD em peças protótipos. Um molde rápido de alumínio de 6.000 USD, mais 2 USD por peça moldada por injeção nesse volume, totaliza 7.000 USD — uma economia de 33.000 USD. O projeto também precisa ser suficientemente estável para que o investimento no molde não seja imediatamente desperdiçado por uma alteração na geometria.
Entre os fatores secundários estão: a necessidade de propriedades reais do material moldado por injeção (e não aproximações obtidas por impressão 3D) para ensaios mecânicos; requisitos estéticos que a impressão 3D não consegue atender; e lotes de produção piloto que precisam ser vendidos ou distribuídos a clientes ou usuários beta antes que o volume total de produção seja confirmado.
Da fabricação rápida de ferramentas à fabricação de ferramentas para produção
O fator determinante para a transição da matriz de protótipo para a matriz de produção ocorre quando o volume de produção previsto ao longo da vida útil excede a vida útil nominal da matriz de protótipo (normalmente de 50.000 a 100.000 injeções para a P20), quando os requisitos de acabamento superficial ou estéticos excedem o que um molde de alumínio ou P20 pode oferecer, ou quando a economia da produção com múltiplas cavidades é necessária para atingir as metas de custo por peça.
A transição também se torna necessária quando a precisão dimensional da ferramenta rápida começa a se deteriorar — o desgaste progressivo em materiais mais macios da ferramenta causa um desvio dimensional gradual, que se manifesta na forma de peças fora de tolerância antes que o limite nominal de vida útil da ferramenta seja atingido. Detectar essa situação por meio de inspeções durante o processo e realizar a transição antes que a ferramenta rápida falhe protege a continuidade da produção.
Os erros comuns que desperdiçam o investimento em ferramentas
Retirar as ferramentas de produção prematuramente
Investir 50.000 USD ou mais em uma ferramenta de produção de aço temperado antes que o projeto tenha sido validado por meio de, pelo menos, uma série piloto de ferramentas rápidas é uma aposta de alto risco. Alterações no projeto após o corte da ferramenta de produção — mesmo pequenas modificações geométricas — exigem um retrabalho dispendioso da ferramenta ou a substituição de insertos. O custo do retrabalho da ferramenta, somado ao prazo de entrega adicional, normalmente excede o custo de um teste piloto com ferramentas de produção rápida, que teria detectado o problema mais cedo. A regra: o investimento em ferramentas de produção não deve ser feito até que o projeto tenha sido validado em material representativo da produção por meio de um teste com ferramentas de produção rápida.
Permanecer na prototipagem rápida por tempo demais
O erro oposto é igualmente oneroso, só que de forma mais gradual. Uma equipe de hardware que produz 5.000 peças por trimestre, a 25 dólares cada, em protótipos de alumínio usinados por CNC, está gastando 125.000 dólares por trimestre com o volume de produção de protótipos. Um molde rápido de alumínio de 6.000 USD, somado a 1,50 USD por peça moldada por injeção nesse volume, proporciona uma economia trimestral de aproximadamente 117.500 USD. O ponto de equilíbrio do molde é recuperado em menos de uma semana de produção. Equipes nessa situação costumam ter um apego emocional à flexibilidade da fase de protótipo — o que é compreensível, mas caro.
Ignorando a fase de prototipagem rápida e indo direto para a produção
Passar diretamente de protótipos impressos em 3D para um molde de produção de 100.000 USD, sem uma série piloto moldada por injeção, é a decisão de ferramentas de maior risco no desenvolvimento de hardware. Isso ignora a etapa em que problemas como encolhimento, empenamento, localização da entrada de material, ventilação e ângulo de inclinação se tornam visíveis em peças reais moldadas por injeção. Esses problemas são comuns nos testes iniciais do molde; identificá-los em um molde rápido de 8.000 dólares é muito diferente de identificá-los em um molde de produção de 80.000 dólares, onde cada ciclo de modificação custa milhares e causa atrasos de semanas.
Trabalhar com um único fornecedor em todas as três etapas
Um dos ganhos de eficiência mais subestimados no desenvolvimento de produtos de hardware é a qualificação de um único fornecedor que lida com todas as três etapas sob o mesmo sistema de qualidade. A alternativa — fornecedores distintos para prototipagem, ferramentas de produção rápida e ferramentas de produção — gera três ciclos de qualificação separados, três conjuntos de revisões de desenhos e aprovações de peças, além de três riscos de transição, nos quais as informações de projeto devem ser transferidas entre os fornecedores sem perdas.
A XY Machining cuida de todo o processo: impressão 3D e usinagem CNC para validação de protótipos, ferramentas rápidas em alumínio e P20 para produção de transição e lotes-piloto, e ferramentas de produção em aço temperado para fabricação em grande volume. A mesma equipe de engenharia que analisa a DFM (Design for Manufacturing) no projeto do protótipo também analisa o projeto das ferramentas rápidas e o projeto das ferramentas de produção. O mesmo Sistema de Gestão da Qualidade (SGQ) se aplica a todas as etapas. A transição entre as etapas é uma mudança de processo interna, e não uma mudança de fornecedor, o que elimina o tempo de requalificação e protege a continuidade do projeto.
Perguntas frequentes
Quanto tempo leva a fabricação rápida de ferramentas?
Moldes rápidos de alumínio para peças simples geralmente são produzidos em 1 a 2 semanas a partir do projeto aprovado do molde. Moldes rápidos de aço pré-têmido P20 levam de 2 a 3 semanas. O prazo entre o pedido e as primeiras peças produzidas também inclui o projeto do molde e a análise de DFM, o que normalmente leva de 3 a 5 dias úteis. Planeje um prazo total de 2 a 4 semanas, desde a aprovação do projeto até as primeiras peças produzidas com um molde rápido.
Quanto custa o equipamento de produção?
As matrizes de produção de aço temperado com cavidade única para peças simples custam a partir de aproximadamente 15.000 a 30.000 USD. As matrizes com múltiplas cavidades para peças complexas com ações laterais, elevadores e sistemas de canal quente variam de 50.000 a 150.000 USD ou mais. Os principais fatores que determinam o custo são o número de cavidades, a complexidade da geometria da peça, o tipo de aço (H13 versus S136 para resinas corrosivas) e os requisitos de acabamento superficial. Solicite uma proposta detalhada de projeto da ferramenta antes de definir o orçamento.
As ferramentas de prototipagem rápida podem ser utilizadas na produção propriamente dita?
Sim, para produção em volume limitado. As matrizes rápidas de alumínio são rotineiramente utilizadas para séries-piloto de 5.000 a 50.000 peças. As matrizes rápidas P20 ampliam essa faixa para 100.000 a 250.000 ciclos. A limitação é que as matrizes rápidas não são projetadas para vidas úteis de produção de vários milhões de ciclos, não mantêm os graus mais rigorosos de acabamento superficial e apresentam maior desvio dimensional ao longo de sua vida útil do que as matrizes de produção temperadas. Planeje a transição para as matrizes de produção quando o volume de vida útil projetado se aproximar da vida útil nominal da matriz rápida.
Preciso de fabricação rápida de ferramentas se já tenho impressão 3D?
Se o volume previsto for inferior a 500 peças e os requisitos de material forem flexíveis, a impressão 3D ou a fundição de uretano são a opção mais econômica. Para volumes superiores a 500 peças em resina termoplástica de nível de produção — ou quando o projeto exige propriedades de material, acabamento superficial ou níveis de tolerância que a impressão 3D não consegue atingir —, a fabricação rápida de matrizes geralmente oferece menor custo total e melhor qualidade das peças. Faça uma comparação de custo por peça com base no seu volume projetado antes de tomar uma decisão.
Qual é a diferença real entre ferramentas rápidas de alumínio e P20?
As ferramentas de alumínio cortam mais rápido (1 a 2 semanas) e custam menos, mas se desgastam mais rapidamente — normalmente, de 10.000 a 50.000 ciclos antes que a qualidade da superfície ou a precisão dimensional se deteriorem. O aço pré-endurecido P20 leva de 2 a 3 semanas e custa de 20% a 50% a mais, mas dura de 100.000 a 250.000 ciclos. Escolha o alumínio para pequenas tiragens de produção de pontes, nas quais a velocidade é o fator mais importante e o volume é modesto; escolha o P20 quando a tiragem de pontes se estender a centenas de milhares de peças ou quando a consistência dimensional ao longo de uma tiragem mais longa for fundamental.


