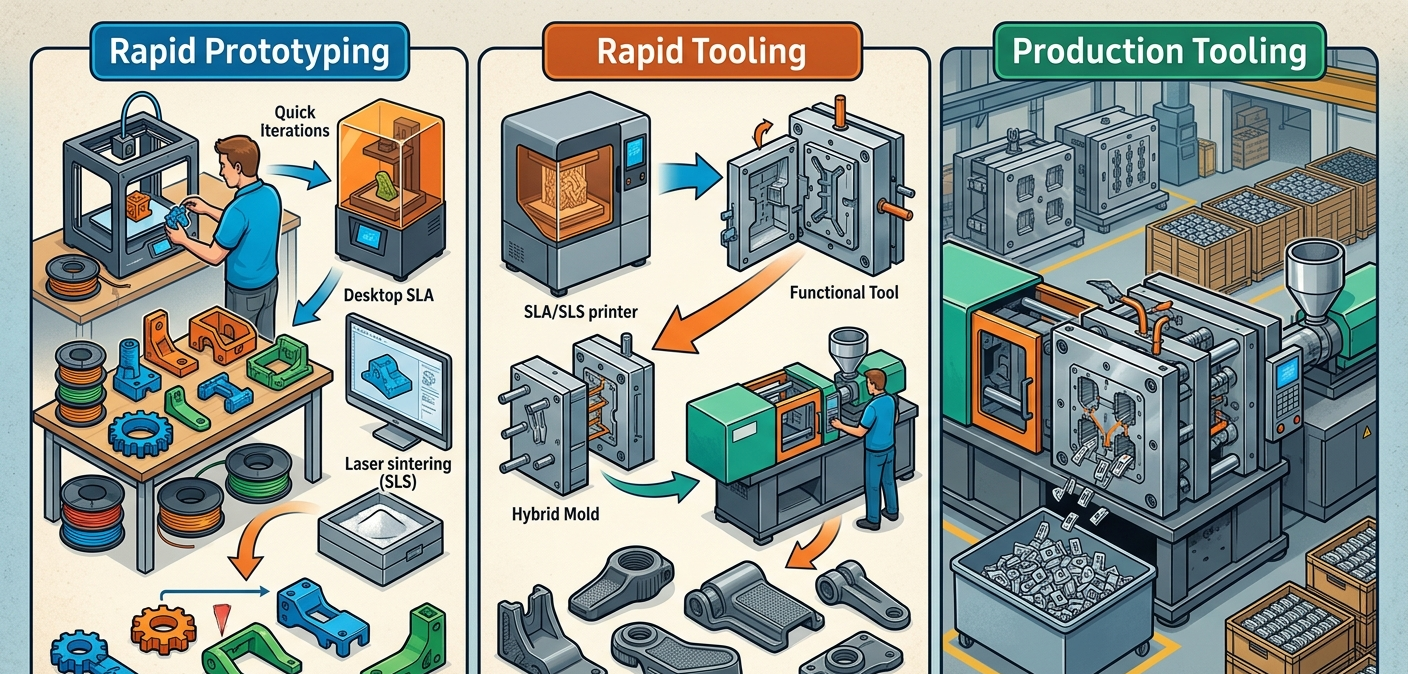
ラピッドプロトタイピング、ラピッドツーリング、そして量産用金型は、製品開発の「階段」を構成する3つの段階です。各段階には、それぞれ異なる目標、異なるコスト構造、そしてスピード、単価、設計の柔軟性、部品の品質といった要素間の異なるトレードオフが存在します。 これらを混同すること――つまり、設計が検証される前に量産用金型を作成したり、金型製作の方が明らかに経済的に有利となる段階を過ぎても3Dプリントによる試作段階にとどまり続けたりすること――は、ハードウェア製品開発において最もコストのかかる過ちの一つです。.
このガイドは、製品のライフサイクルにおいて適切なタイミングで適切な金型に関する判断を下す必要がある、製品エンジニア、ハードウェアスタートアップの創業者、および調達マネージャーを対象に作成されています。各段階の目的、それぞれのコストとリードタイムの傾向、次の段階へ進むべきタイミングの見極め方、そして金型投資を無駄にしてしまうよくある間違いについて解説しています。 XY Machiningは、これら3つの段階すべてに対応しています―― 3Dプリント そして CNC加工 プロトタイプ製作、橋梁生産向けのアルミニウムおよびP20製ラピッドツーリング、そして大量生産向けの焼入れ鋼製生産用金型――これらはすべて、同一の品質管理体制とエンジニアリングチームの下で実施されており、これは本ガイドの後半で取り上げる移行に関する議論とも関連しています。.
試作用筐体や構造部品に使用される具体的な板金成形プロセスについては、当社の「板金成形プロセスガイド」をご覧ください。試作手法としてのCNC加工(ほとんどの3Dプリントよりも厳しい公差で、機能的な金属部品やプラスチック部品を製造可能)については、当社の「CNC加工サービス」ページをご覧ください。.
3つの段階:それぞれの目的
ステージ1:ラピッドプロトタイピング — 設計の検証
ラピッドプロトタイピングとは、設計の反復作業を積極的に進められるよう、物理的な部品を迅速かつ低コストで製造するあらゆるプロセスを指します。その目的は、量産品と同等の部品を製造することではなく、金型製作に資金を投じる前に、設計上の疑問を迅速に解決することにあります。 「この形状はアセンブリに適合するか?」「この機構は機能するか?」「このフォルムは手に持ったときに違和感がないか?」「肉厚の感触は適切か?」といった疑問に対して、3Dプリント部品を使えばごくわずかなコストで答えを得られますが、金型を製作した後に答えを出すとなると、莫大なコストがかかってしまいます。.
一般的なラピッドプロトタイピングの手法と、それぞれが適している場面:
- FDM 3Dプリント:コストが最も低く、速度も最速であり、非機能的なプラスチック部品の形状および嵌合の検証には適している。層の境界線が目立ち、機械的特性は異方性である。構造的特徴の機能試験や、等方的な材料挙動が求められる部品の試験には適していない。.
- SLA/DLP造形:FDMよりも滑らかな表面仕上げで、寸法精度も高く、外観モデルや低応力の機能性試作モデルに適しています。樹脂の選定は重要です。多くのエンジニアリング樹脂は、量産用の射出成形用グレードに比べて脆い傾向があります。.
- SLS/MJF造形:FDMやSLAよりも強度が高く、等方性にも優れているため、可動部品やアセンブリの機能試験に適している。表面仕上げは粉体塗装のような質感であり、後処理を行うことで外観が向上する。.
- CNC加工:最高品質 ラピッドプロトタイピング 金属および硬質プラスチック部品向けの製造方法。実際のエンジニアリング材料(6061-T6、316ステンレス、デルリン、PEEK)を用いて、量産品と同等の公差で部品を製造します。 リードタイムは5~10日です。1個あたりのコストは3Dプリントよりも高くなりますが、その部品は量産設計を忠実に再現したものです。機能・構造試験、精密な嵌合試験、および規制試験の対象となるあらゆる試作部品に不可欠です。.
- 板金加工 : 筐体、シャーシ、構造用ブラケットについては、CNCレーザー切断とプレスブレーキ成形を組み合わせることで、量産品と同等の材質と公差を備えた板金部品の試作を5~12日で製作可能です。成形板金部品として量産されるあらゆる設計に最適な試作手法です。.
- ウレタン鋳造:機械加工された原型から、量産グレードのウレタンまたはシリコーンを用いて20~50個の部品を製造します。3Dプリントよりも優れた表面仕上げと材料特性を提供しますが、コストは高くなります。外観モデル、投資家向けサンプル、量産前の検証用試作などに適しています。.
ステージ2:ラピッドツーリング — ブリッジ生産
ラピッドツーリングとは、主にアルミニウム合金やP20予硬化鋼といった比較的軟らかい材料から切削加工された金型やダイを指し、硬化鋼製の量産用金型に必要な6~12週間ではなく、1~3週間で射出成形部品を製造することができます。 ラピッドツーリングにより、量産用金型の導入を決定する前に、500個から50,000個の試作を経済的に実現することが可能になります。.
ラピッドツーリングの最大の特徴は、速度と耐久性のトレードオフにあります。アルミニウム製の金型は、鋼製の金型よりも加工速度が速く、コストも安くなりますが、摩耗が早いという欠点があります。通常、1万~5万ショットの成形を行うと、表面品質や寸法精度が低下します。 P20予硬化鋼は、製作に2~3週間かかり、コストも高くなりますが、10万~25万ショットの耐久性があるため、硬化済みの量産用金型が完成するまでの間、中量産のつなぎ生産に適しています。.
次のような場合には、ラピッドツーリングが最適な解決策となります:
- 設計は確定、あるいはほぼ確定している――ラピッドツールが切削された後に形状に大幅な変更を加えると、高額な再切削が必要になるか、あるいはその工具は廃棄されることになる
- 生産数量は500個から50,000個で、材料の要件から、3Dプリントによる代用品ではなく、本格的な射出成形プラスチックが求められています。
- 市場投入までの期間は重要です。迅速な製造用金型であれば、設計承認から3~6週間で部品を出荷できますが、量産用金型の場合は、最短でも10~20週間かかります。
- 生産用金型の導入が計画されているものの、確定した生産量に基づいてその導入の正当性がまだ立証されていない――こうした状況において、ラピッドツーリングがそのギャップを埋める役割を果たす
- 量産用金型への投資を決定する前に、試作による検証を行う必要がある
ラピッドツーリングのコストに関する目安:単純な形状の部品用のアルミニウム製単キャビティ金型は、通常3,000~8,000米ドルから、P20製単キャビティ金型は6,000~15,000米ドル程度です。 多キャビティのラピッドツーリングは、それに比例してコストが高くなります。これらの金額は、部品の形状、キャビティ数、および必要なサイドアクションやリフターの複雑さに大きく左右されます。.
ステージ3:量産用金型 — 長期的な運用を見据えて設計
量産用金型は、H13工具鋼、S136(腐食性樹脂用)、NAK80(高光沢光学面用)などの焼入れ鋼製金型セットであり、5~10年の金型寿命にわたって100万サイクル以上の生産に耐えるよう設計されています。 量産用金型は、ラピッド金型に比べて製作に時間がかかり、コストもかかりますが、ラピッド金型では実現できない3つの利点があります。それは、数百万ショットにわたる一貫した寸法精度、SPI A1(鏡面仕上げ)からテクスチャ仕上げに至るまでの表面仕上げ、そして1部品あたりのサイクル時間を比例的に短縮する多キャビティ構成(4、8、 16、32、あるいはそれ以上のキャビティ)により、部品1個あたりのサイクルタイムを比例的に短縮します。.
次のような場合には、生産用金型が最適な解決策となります:
- 年間生産量は10万個を超えています。この生産量であれば、生産設備の償却は短期間で完了し、1個あたりのコストが低くなることで、投資の正当性が裏付けられます。
- この設計は、試作およびパイロット生産を通じて完全に検証済みであり、形状の変更は予想されていません。
- 表面仕上げの要件は、ラピッドツールで対応できる範囲を超えています。SPI A1の鏡面仕上げや精密なテクスチャグレードを実現するには、所定のグレードまで研磨された焼入れ鋼が必要です。
- 寸法公差は数百万サイクルの間、一貫して維持されなければならない。焼入れ鋼は工具寿命を通じて形状を維持するが、アルミニウムは徐々に摩耗していく。
- 多キャビティ生産の経済性が求められている――8キャビティの硬化金型は、単一キャビティのラピッド金型に比べ、部品あたりのコストを大幅に削減できる
金型製造コストの目安:単純な形状の部品用の単キャビティ焼入れ鋼製金型は、通常15,000~30,000米ドルからとなります。 サイドアクションやホットランナーシステムを備えた複雑な部品用の多キャビティ金型は、50,000~150,000米ドル以上となります。金型の複雑さ、キャビティ数、および鋼材のグレードが主なコスト要因となります。リードタイムは、金型設計の承認から最初の成形まで6~12週間です。.
完全比較表
| 属性 | ラピッドプロトタイピング | ラピッドツーリング | 生産用金型 |
| 主な目標 | 設計の検証 — 形状、適合性、機能 | ブリッジ製造 — 実際の樹脂を用いた試作 | 量産 — 1個あたりのコストが最も低い |
| 生産量 | 通常1~50部 | 500~50,000個 | 10万~1,000万個以上 |
| 金型費 | ゼロ(工具不要) | $3K–$15K アルミニウムまたはP20 | $15K–$150K+ 焼入れ鋼 |
| 金型のリードタイム | 該当なし(最初のパートまでの日数) | 1~3週間 | 6~12週間 |
| 工具の材質 | 該当なし | アルミニウムまたはP20予硬化鋼 | H13、S136、NAK80 焼入れ鋼 |
| 工具寿命 | 該当なし | 1万~25万ショット(素材によって異なります) | 100万枚以上の写真 |
| 部品あたりのコスト | 最高(3DP)または中程度(CNC) | ミッドレンジ | 数量が多い場合の最安値 |
| 設計変更コスト | 無視できる — ファイルを更新 | 中程度 — 再カットまたはパッチツール | 高 — 工具の再切削または交換 |
| 表面仕上げ | レイヤー線(FDM)から滑らかな表面(SLA)へ | 製品グレード、限定テクスチャ | SPI A1から任意のテクスチャグレードへ |
| 材料の精度 | 印刷用素材(生産用樹脂ではない) | 実際の生産用樹脂 | 実際の生産用樹脂 |
いつ階段を上るべきか
ラピッドプロトタイピングからラピッドツーリングまで
プロトタイピングからラピッドツーリングに移行する判断基準は、今後6か月間に発注を予定している数量において、プロトタイピング手法による1個あたりのコストが、ラピッドツーリングによる1個あたりの償却済みコストを上回った場合です。 簡単な計算をしてみましょう。CNC加工による試作部品の単価が1個あたり80米ドルで、パイロット生産に500個必要な場合、試作部品の総額は40,000米ドルになります。 6,000 USDのアルミニウム製ラピッドツーリングに加え、その生産量における射出成形部品1個あたり2 USDを算入すると、合計7,000 USDとなり、33,000 USDのコスト削減になります。また、形状の変更によって金型への投資がすぐに無駄にならないよう、設計は十分に安定している必要があります。.
二次的な要因としては、機械的試験において、3Dプリントによる近似値ではなく、実際の射出成形材料の物性が求められることなどが挙げられます;; 外観上の要件 3Dプリントでは対応できないもの、および本格的な生産量が確定する前に、顧客やベータユーザーに販売・配布しなければならない試作生産。.
ラピッドツーリングから量産用金型まで
ラピッド金型から量産用金型への切り替えの判断基準は、予測される総生産量がラピッド金型の定格射出回数(P20の場合、通常50,000~100,000ショット)を上回る場合、 表面仕上げや外観要件がアルミニウム製またはP20製金型で対応可能な範囲を超える場合、あるいは部品単価の目標を達成するために多キャビティ生産による経済性が求められる場合です。.
また、工具の寸法精度が急速に低下し始めた場合にも、交換が余儀なくされます。軟質な工具材料では、摩耗が進むにつれて徐々に寸法がずれていき、公称工具寿命に達する前に、公差外となる部品が生じます。工程内検査でこれを早期に発見し、工具が完全に破損する前に交換を行うことで、生産の継続性を確保することができます。.
金型投資を無駄にしてしまうよくある間違い
生産用金型の製作を時期尚早に中止すること
少なくともラピッドツーリングによるパイロット生産を通じて設計の妥当性が確認される前に、50,000 USD以上の費用を硬化鋼製の生産用金型に投じることは、リスクの高い賭けとなります。生産用金型の切削加工が完了した後の設計変更――たとえわずかな形状の修正であっても――は、高額な金型の修正やインサートの交換を必要とします。 金型の修正費用とそれに伴う追加のリードタイムを合わせると、通常、問題を早期に発見できたはずのラピッドツーリングによる試作のコストを上回ってしまいます。原則として、ラピッドツーリングによる試作を通じて、実際の生産に近い材料で設計の妥当性が確認されるまでは、生産用金型への投資を決定すべきではありません。.
ラピッドプロトタイピングに長期間とどまりすぎる
その逆のミスも同様にコストがかかるが、その影響が現れるのはより緩やかである。CNC加工されたアルミニウム製プロトタイプを四半期あたり5,000個、1個あたり25米ドルで生産しているハードウェアチームの場合、プロトタイプ生産量に対して四半期あたり125,000米ドルを費やしていることになる。 6,000 USDのアルミニウム製ラピッド金型に加え、その生産量で射出成形部品1個あたり1.50 USDであれば、四半期あたり約117,500 USDのコスト削減が可能になります。金型の採算は、生産開始から1週間もかからずに回収されます。 このような状況にあるチームは、試作段階の柔軟性に感情的にこだわりがちですが、それは理解できるものの、コストがかさむことになります。.
ラピッドツーリングを省略し、直接量産に移行する
3Dプリントによる試作品から、射出成形のパイロット生産を経ずに直接10万米ドルの量産用金型に移行することは、ハードウェア開発において最もリスクの高い金型に関する決定です。 この方法では、実際の射出成形部品において、収縮、反り、ゲート位置、ベント、抜き勾配などの問題が明らかになる段階を省略することになります。 これらの問題は、最初の成形試験では日常的に発生するものです。8,000米ドルのラピッド金型でそれらを発見することと、80,000米ドルの量産用金型で発見することとは大きく異なります。量産用金型の場合、修正サイクルごとに数千のコストがかかり、数週間の遅延が生じるからです。.
3つの段階すべてにおいて、単一のサプライヤーと連携する
ハードウェア製品開発において、最も過小評価されがちな効率化の要因の一つは、同一の品質管理体制の下で3つの段階すべてを請け負う単一のサプライヤーを認定することです。 これとは対照的に、試作、ラピッドツーリング、量産用金型をそれぞれ別のサプライヤーに委託する場合、3つの別々の認定サイクル、3セットの図面改訂と部品承認、そして設計情報をサプライヤー間で損失なく引き継がなければならない3つの移行リスクが生じることになります。.
XY Machiningは、プロトタイプの検証のための3DプリントおよびCNC加工、橋渡し生産やパイロット生産のためのアルミニウムおよびP20製ラピッド金型、そして大量生産のための焼入れ鋼製生産金型に至るまで、全工程を網羅しています。プロトタイプ設計のDFM(製造適性設計)を審査するエンジニアリングチームが、ラピッド金型の設計および生産金型の設計も審査します。 すべての段階において、同一の品質管理システム(QMS)が適用されます。各段階間の移行は、サプライヤーの変更ではなく社内のプロセス変更として行われるため、再認定にかかる時間を省き、設計の継続性を確保します。.
よくある質問
ラピッドツーリングにはどれくらい時間がかかりますか?
形状が単純な部品用のアルミニウム製ラピッド金型は、通常、金型設計の承認から1~2週間で製作されます。P20予硬化鋼製のラピッド金型は、2~3週間かかります。受注から初回成形までの期間には、金型設計およびDFMレビューの期間も含まれており、通常3~5営業日かかります。 設計承認からラピッド金型による初回試作部品の完成まで、合計で2~4週間を見込んでください。.
生産用金型の費用はどれくらいかかりますか?
単純な部品用の単キャビティ硬化鋼製生産金型は、約15,000~30,000米ドルからとなります。サイドアクション、リフター、ホットランナーシステムを備えた複雑な部品用の多キャビティ金型は、50,000~150,000米ドル以上となります。 主なコスト要因は、キャビティ数、部品の形状の複雑さ、鋼材のグレード(H13対S136:腐食性樹脂用)、および表面仕上げの要件です。予算を立てる前に、詳細な金型設計案を入手してください。.
ラピッドツールは実際の生産に使用できますか?
はい、少量生産の場合です。アルミニウム製のラピッド金型は、5,000~50,000個の試作生産に日常的に使用されています。P20製のラピッド金型では、その範囲が100,000~250,000ショットまで拡大されます。 ただし、ラピッド金型には、数百万ショット規模の生産寿命に対応するよう設計されていないこと、最高レベルの表面仕上げ精度を維持できないこと、そして焼入れ処理された量産金型に比べて寿命期間中に寸法公差の変動が大きくなるという制限があります。予測される生産数量がラピッド金型の定格ショット寿命に近づいた時点で、量産金型への切り替えを計画してください。.
3Dプリントがある場合、ラピッドツーリングは必要ですか?
予想生産数が500個未満で、材料の要件に柔軟性がある場合は、経済性の観点から3Dプリントまたはウレタン鋳造が最適な選択肢となります。 生産グレードの熱可塑性樹脂を用いた生産数量が500個を超える場合、あるいは設計上、3Dプリントでは達成できない材料特性、表面仕上げ、公差レベルが求められる場合には、通常、ラピッドツーリングの方が総コストを抑え、より高い部品品質を実現できます。決定する前に、予想生産数量に基づく1個あたりのコスト比較を行ってください。.
アルミニウム製とP20製のラピッドツーリングには、実際にはどのような違いがあるのでしょうか?
アルミニウム製の工具は切削速度が速く(1~2週間)、コストも安いですが、摩耗が早いという特徴があります。通常、10,000~50,000ショットの加工で、表面品質や寸法精度が低下します。 P20 予備焼入れ鋼は、加工に2~3週間かかり、コストは20~50%高くなりますが、10万~25万ショットの耐久性があります。 スピードが最も重要で生産量がそれほど多くない短期間のブリッジ生産にはアルミニウムを、ブリッジ生産が数十万個規模に及ぶ場合や、長期にわたる生産において寸法の一貫性が極めて重要な場合にはP20を選択してください。.


