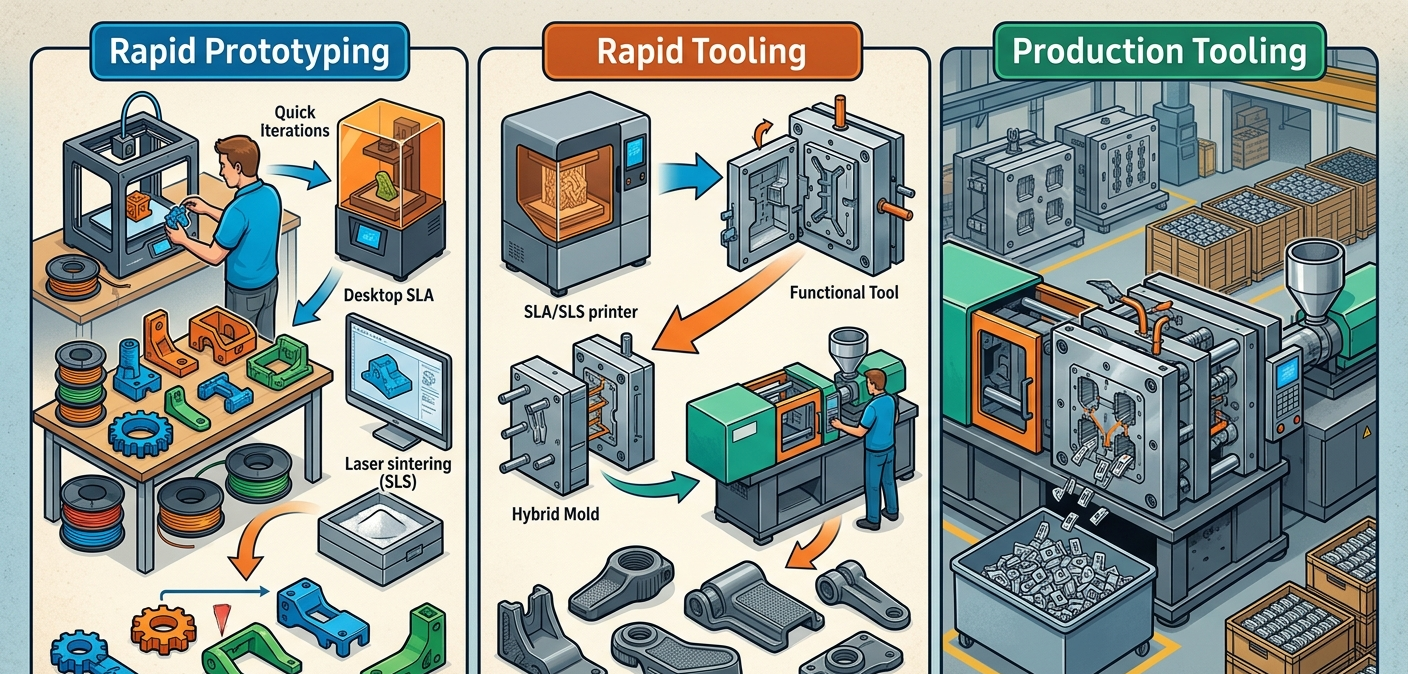
Rapid prototyping, rapid tooling, and production tooling are three stages on a product development staircase. Each stage has a different goal, a different cost structure, and a different set of trade-offs between speed, unit cost, design flexibility, and part quality. Confusing them — cutting a production mold before the design is validated, or staying in 3D-printed prototypes past the point where tooling economics are clearly superior — is one of the most expensive mistakes in hardware product development.
This guide is written for product engineers, hardware founders, and procurement managers who need to make the right tooling decision at the right time in a product’s lifecycle. It covers what each stage is for, the cost and lead time profile of each, how to recognise the trigger to move up the staircase, and the common mistakes that waste tooling investment. XY Machining handles all three stages — Impresión 3D y Mecanizado CNC for prototyping, aluminium and P20 rapid tooling for bridge production, and hardened steel production tooling for high-volume runs — under the same quality system and engineering team, which is relevant to the transition discussion later in this guide.
For the specific sheet metal forming processes used in prototype enclosures and structural components, see our sheet metal forming processes guide. For CNC machining as a prototyping method — which produces functional metal and plastic parts to tighter tolerances than most 3D printing — see our CNC machining services page.
The Three Stages: What Each One Is For
Stage 1: Rapid Prototyping — Validating the Design
Rapid prototyping is any process that produces physical parts quickly and cheaply enough to support active design iteration. The goal is not to produce production-representative parts — it is to answer design questions fast, before committing capital to tooling. Does this geometry fit the assembly? Does the mechanism function? Does this form factor read correctly in the hand? Does the wall thickness feel right? These questions cost very little to answer with a 3D-printed part and very much to answer after cutting a mold.
Common rapid prototyping methods and when each fits:
- FDM 3D printing: lowest cost, fastest, adequate for form and fit validation of non-functional plastic parts. Layer lines are visible; mechanical properties are anisotropic. Not suitable for functional testing of structural features or parts requiring isotropic material behaviour.
- SLA / DLP printing: smoother surface finish than FDM, better dimensional accuracy, adequate for appearance models and low-stress functional prototypes. Resin selection matters; many engineering resins are brittle compared with production injection-moulding grades.
- SLS / MJF printing: stronger, more isotropic than FDM and SLA, better for functional testing of moving parts and assemblies. Surface finish is powder-coated-like; post-processing improves appearance.
- CNC machining: the highest-quality prototipado rápido method for metal and rigid plastic parts. Produces parts to production-equivalent tolerances in actual engineering materials (6061-T6, 316 stainless, Delrin, PEEK). Lead time is 5 to 10 days; cost per part is higher than 3D printing but the part is genuinely representative of the production design. Required for functional structural testing, precise fits, and any prototype that will enter regulatory testing.
- Sheet metal fabrication : for enclosures, chassis, and structural brackets, CNC laser cutting plus press-brake forming produces prototype sheet metal parts in 5 to 12 days with production-equivalent material and tolerances. The right prototyping method for any design that will go to production as a formed sheet metal part.
- Urethane casting: produces 20 to 50 parts in production-grade urethane or silicone from a machined master, providing better surface finish and material properties than 3D printing at higher cost. Useful for appearance models, investor samples, and pre-production validation runs.
Stage 2: Rapid Tooling — Bridge Production
Rapid tooling refers to molds and dies cut from softer materials — primarily aluminium alloys or P20 pre-hardened steel — that can produce injection-moulded parts in 1 to 3 weeks instead of the 6 to 12 weeks required for a hardened steel production mold. Rapid tooling is what makes economically viable 500 to 50,000 part pilot runs possible before committing to a production tool.
The defining characteristic of rapid tooling is the speed-durability trade-off. Aluminium molds cut faster and cheaper than steel but wear more quickly — typically 10,000 to 50,000 shots before surface quality or dimensional accuracy degrades. P20 pre-hardened steel takes 2 to 3 weeks and costs more but lasts 100,000 to 250,000 shots, making it suitable for medium-volume bridge production before a hardened production tool is ready.
Rapid tooling is the right answer when:
- The design is locked or nearly locked — significant geometry changes after a rapid tool is cut require expensive re-cutting or the tool is scrapped
- Quantity is 500 to 50,000 parts and material requirements demand real injection-moulded plastic — not 3D-printed approximations
- Time-to-market matters: a rapid tool ships parts in 3 to 6 weeks from design approval; a production tool takes 10 to 20 weeks minimum
- A production tool is planned but not yet justified by confirmed volume — rapid tooling bridges the gap
- Pilot run validation is required before committing production tooling capital
Rapid tooling cost parameters: aluminium single-cavity tools for straightforward parts typically start at 3,000 to 8,000 USD; P20 single-cavity tools run 6,000 to 15,000 USD. Multi-cavity rapid tools cost proportionally more. These figures depend heavily on part geometry, cavity count, and the complexity of side actions or lifters required.
Stage 3: Production Tooling — Built for the Long Run
Production tooling is hardened steel mold sets — H13 tool steel, S136 (for corrosive resins), NAK80 (for high-gloss optical surfaces) — engineered for 1 million or more production cycles over a 5 to 10 year tool life. Production tools are slower and more expensive to build than rapid tools, but they deliver three things that rapid tools cannot: consistent dimensional accuracy over millions of shots, surface finishes from SPI A1 (mirror polish) down to textured grades, and multi-cavity configurations (4, 8, 16, 32 or more cavities) that reduce per-part cycle time proportionally.
Production tooling is the right answer when:
- Annual volume exceeds 100,000 parts — at this volume, the production tool amortises quickly and the lower per-part cost justifies the investment
- The design is fully validated through prototype and pilot production — no geometry changes are expected
- Surface finish requirements exceed what a rapid tool can hold — SPI A1 mirror finish and precise texture grades require hardened steel polished to the required grade
- Dimensional tolerances must hold consistent across millions of cycles — hardened steel maintains geometry over the tool life; aluminium progressive wears
- Multi-cavity production economics are required — 8-cavity hardened tools run at a fraction of the per-part cost of single-cavity rapid tools
Production tooling cost parameters: single-cavity hardened steel tools for straightforward parts typically start at 15,000 to 30,000 USD. Multi-cavity tools for complex parts with side actions and hot runner systems range from 50,000 to 150,000 USD or more. Tool complexity, cavity count, and steel grade are the primary cost drivers. Lead time is 6 to 12 weeks from approved tool design to first shots.
Full Comparison Table
| Attribute | Prototipado rápido | Fabricación rápida de utillaje | Utillaje de producción |
| Primary goal | Validate design — form, fit, function | Bridge production — pilot run in real resin | Mass production — lowest per-part cost |
| Output quantity | 1–50 parts typical | 500–50,000 parts | 100,000–10M+ parts |
| Coste de los utillajes | Zero (no tool) | $3K–$15K aluminium or P20 | $15K–$150K+ hardened steel |
| Tooling lead time | N/A (days to first part) | 1–3 weeks | 6–12 weeks |
| Tool material | N/A | Aluminium or P20 pre-hardened steel | H13, S136, NAK80 hardened steel |
| Tool life | N/A | 10K–250K shots (material dependent) | 1M+ shots |
| Per-part cost | Highest (3DP) or moderate (CNC) | Mid-range | Lowest at volume |
| Design change cost | Negligible — update file | Moderate — re-cut or patch tool | High — re-cut or replace tool |
| Surface finish | Layer lines (FDM) to smooth (SLA) | Production-grade, limited texture | SPI A1 to any texture grade |
| Material accuracy | Print material, not production resin | Actual production resin | Actual production resin |
When to Move Up the Staircase
From Rapid Prototyping to Rapid Tooling
The trigger to move from prototyping to rapid tooling is when the cost per part from prototyping methods exceeds the amortised cost per part from a rapid tool at the volume you plan to order in the next six months. A simple calculation: if a CNC-machined prototype part costs 80 USD each and you need 500 parts for a pilot run, that is 40,000 USD in prototyped parts. A 6,000 USD aluminium rapid tool plus 2 USD per injection-moulded part at that volume is 7,000 USD total — a 33,000 USD saving. The design also needs to be sufficiently stable that tool investment is not immediately wasted by a geometry change.
Secondary triggers include: the need for real injection-moulded material properties (not 3D-print approximations) for mechanical testing; cosmetic requirements that 3D printing cannot meet; and pilot production runs that must be sold or distributed to customers or beta users before full production volume is confirmed.
From Rapid Tooling to Production Tooling
The trigger to move from rapid to production tooling is when projected lifetime production volume exceeds the rapid tool’s rated shot life (typically 50,000 to 100,000 shots for P20), when surface finish or cosmetic requirements exceed what an aluminium or P20 tool can hold, or when multi-cavity production economics are required to hit per-part cost targets.
The transition is also forced when rapid tool dimensional accuracy begins to degrade — progressive wear in softer tool materials causes gradual dimensional drift that shows up as out-of-tolerance parts before the nominal tool life limit is reached. Catching this through in-process inspection and transitioning before the rapid tool fails protects production continuity.
The Common Mistakes That Waste Tooling Investment
Cutting Production Tooling Too Early
Committing 50,000 USD or more to a hardened steel production tool before the design has been validated through at least a rapid tooling pilot run is a high-risk bet. Design changes after the production tool is cut — even minor geometry modifications — require expensive tool rework or replacement of tool inserts. The cost of the tool rework plus the additional lead time typically exceeds the cost of a rapid tooling pilot run that would have caught the issue earlier. The rule: production tooling capital should not be committed until the design has been validated in production-representative material through a rapid tooling run.
Staying in Rapid Prototyping Too Long
The opposite mistake is equally costly, just more slowly. A hardware team producing 5,000 parts per quarter at 25 USD each in CNC-machined aluminium prototypes is spending 125,000 USD per quarter on prototyped production volume. A 6,000 USD aluminium rapid mold plus 1.50 USD per injection-moulded part at that volume delivers a quarterly saving of approximately 117,500 USD. The break-even on the tool is recovered in less than one week of production. Teams in this situation are often emotionally attached to prototype-stage flexibility — understandable but expensive.
Skipping Rapid Tooling and Going Straight to Production
Moving directly from 3D-printed prototypes to a 100,000 USD production tool with no injection-moulded pilot run is the highest-risk tooling decision in hardware development. It skips the stage at which shrinkage, warpage, gate location, venting, and draft angle issues become visible in real injection-moulded parts. These issues are routine in first-shot mold trials; catching them in a 8,000 USD rapid tool is very different from catching them in an 80,000 USD production tool where each modification cycle costs thousands and delays weeks.
Working With a Single Supplier Across All Three Stages
One of the most underappreciated efficiency gains in hardware product development is qualifying a single supplier who handles all three stages under the same quality system. The alternative — separate suppliers for prototyping, rapid tooling, and production tooling — creates three separate qualification cycles, three sets of drawing revisions and part approvals, and three transition risks where design information must be transferred between suppliers without loss.
XY Machining handles the full progression: 3D printing and CNC machining for prototype validation, aluminium and P20 rapid tooling for bridge production and pilot runs, and hardened steel production tooling for high-volume manufacture. The same engineering team that reviews DFM on the prototype design reviews the rapid tool design and the production tool design. The same QMS applies across all stages. Transitioning between stages is an internal process change rather than a supplier change, which eliminates re-qualification time and protects design continuity.
Preguntas frecuentes
How long does rapid tooling take?
Aluminium rapid molds for straightforward parts typically cut in 1 to 2 weeks from approved tool design. P20 pre-hardened steel rapid tools take 2 to 3 weeks. The time from order to first shots also includes tooling design and DFM review, typically 3 to 5 business days. Plan for 2 to 4 weeks total from design approval to first article parts from a rapid tool.
How much does production tooling cost?
Single-cavity hardened steel production tools for straightforward parts start at approximately 15,000 to 30,000 USD. Multi-cavity tools for complex parts with side actions, lifters, and hot runner systems range from 50,000 to 150,000 USD or more. The primary cost drivers are cavity count, part geometry complexity, steel grade (H13 versus S136 for corrosive resins), and surface finish requirements. Get a detailed tool design proposal before budgeting.
Can rapid tools be used for actual production?
Yes, for limited-volume production. Aluminium rapid tools are routinely used for pilot runs of 5,000 to 50,000 parts. P20 rapid tools extend the range to 100,000 to 250,000 shots. The limitation is that rapid tools are not engineered for multi-million-shot production lifetimes, do not hold the tightest surface finish grades, and experience more dimensional drift over their lifetime than hardened production tools. Plan the transition to production tooling when projected lifetime volume approaches the rapid tool’s rated shot life.
Do I need rapid tooling if I have 3D printing?
If projected volume is below 500 parts and material requirements are flexible, 3D printing or urethane casting is the right answer on economics. Above 500 parts in production-grade thermoplastic resin — or when the design requires material properties, surface finish, or tolerance levels that 3D printing cannot achieve — rapid tooling typically delivers lower total cost and better part quality. Run the per-part cost comparison at your projected volume before deciding.
What is the actual difference between aluminium and P20 rapid tooling?
Aluminium tools cut faster (1 to 2 weeks) and cost less but wear more quickly — typically 10,000 to 50,000 shots before surface quality or dimensional accuracy degrades. P20 pre-hardened steel takes 2 to 3 weeks and costs 20 to 50 percent more but lasts 100,000 to 250,000 shots. Choose aluminium for short bridge production runs where speed matters most and volume is modest; choose P20 when the bridge run will extend to hundreds of thousands of parts or when dimensional consistency over a longer run is critical.


