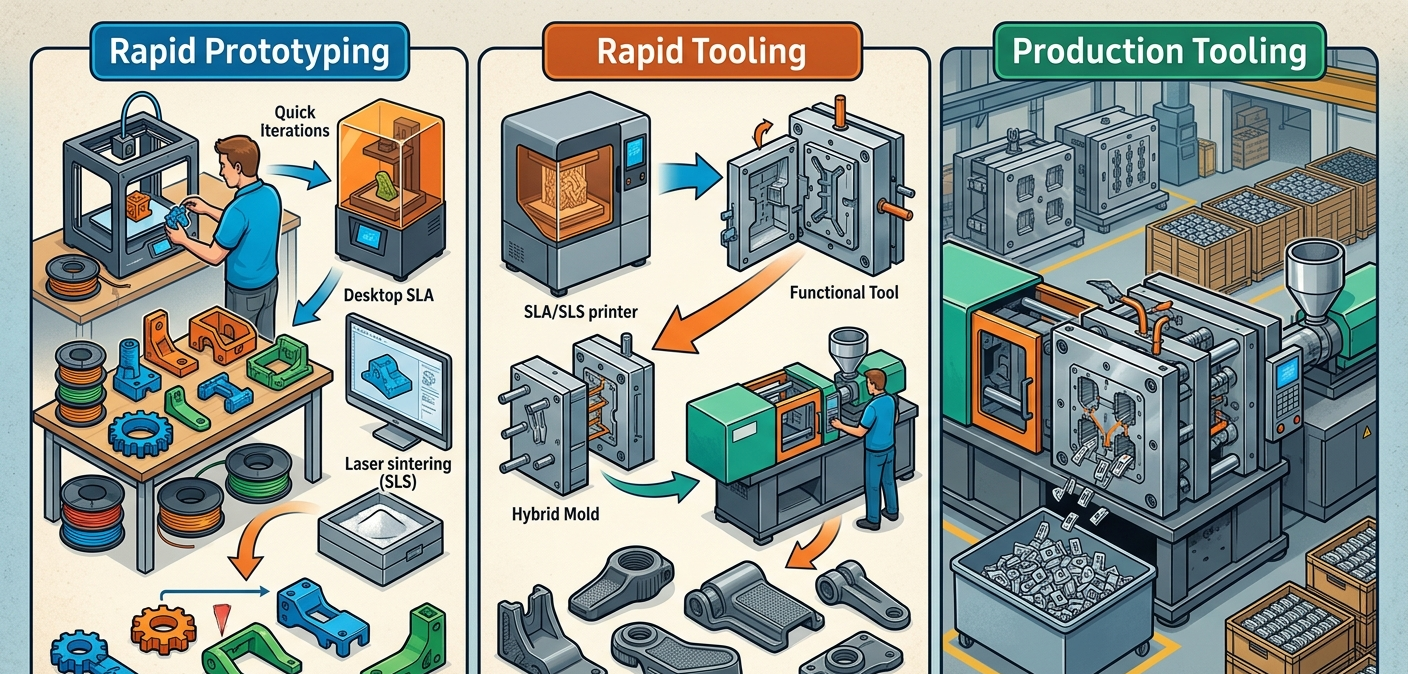
Le prototypage rapide, l'outillage rapide et l'outillage de production constituent les trois étapes du processus de développement d'un produit. Chaque étape a un objectif différent, une structure de coûts distincte et implique des compromis différents entre rapidité, coût unitaire, flexibilité de conception et qualité des pièces. Les confondre — par exemple, fabriquer un moule de production avant que la conception ne soit validée, ou s'en tenir à des prototypes imprimés en 3D au-delà du stade où l'outillage s'avère clairement plus rentable — constitue l'une des erreurs les plus coûteuses dans le développement de produits matériels.
Ce guide s’adresse aux ingénieurs produit, aux fondateurs d’entreprises de matériel informatique et aux responsables des achats qui doivent prendre la bonne décision en matière d’outillage au bon moment dans le cycle de vie d’un produit. Il explique l’objectif de chaque étape, présente les coûts et les délais associés à chacune d’entre elles, indique comment reconnaître le moment où il faut passer à l’étape suivante, et met en évidence les erreurs courantes qui entraînent un gaspillage des investissements en outillage. XY Machining prend en charge ces trois étapes — Impression 3D et Usinage CNC pour le prototypage, l'aluminium et l'outillage rapide P20 pour la production de transition, ainsi que l'outillage de production en acier trempé pour les séries à grand volume — le tout sous le même système qualité et avec la même équipe d'ingénierie, ce qui est pertinent pour la discussion sur la transition qui aura lieu plus loin dans ce guide.
Pour en savoir plus sur les procédés spécifiques de formage de la tôle utilisés dans la fabrication de prototypes de boîtiers et de composants structurels, consultez notre guide sur les procédés de formage de la tôle. Pour l'usinage CNC en tant que méthode de prototypage — qui permet de produire des pièces fonctionnelles en métal et en plastique avec des tolérances plus strictes que la plupart des techniques d'impression 3D —, consultez notre page consacrée aux services d'usinage CNC.
Les trois étapes : à quoi sert chacune d'entre elles ?
Étape 1 : Prototypage rapide — Validation de la conception
Le prototypage rapide désigne tout processus permettant de produire des pièces physiques suffisamment rapidement et à moindre coût pour faciliter les itérations de conception. L’objectif n’est pas de fabriquer des pièces représentatives de la production finale, mais de répondre rapidement aux questions de conception, avant d’engager des investissements dans l’outillage. Cette géométrie s'intègre-t-elle dans l'ensemble ? Le mécanisme fonctionne-t-il ? Ce format tient-il bien en main ? L'épaisseur de paroi semble-t-elle correcte ? Il est très peu coûteux de répondre à ces questions à l'aide d'une pièce imprimée en 3D, mais cela revient très cher une fois le moule usiné.
Méthodes courantes de prototypage rapide et situations dans lesquelles chacune d'entre elles est adaptée :
- Impression 3D FDM : coût le plus bas, rapidité maximale, adaptée à la validation de la forme et de l'ajustement des pièces en plastique non fonctionnelles. Les lignes de couche sont visibles ; les propriétés mécaniques sont anisotropes. Ne convient pas aux essais fonctionnels des éléments structurels ni aux pièces nécessitant un comportement isotrope du matériau.
- Impression SLA / DLP : finition de surface plus lisse que celle obtenue avec la technologie FDM, meilleure précision dimensionnelle, adaptée aux modèles esthétiques et aux prototypes fonctionnels soumis à de faibles contraintes. Le choix de la résine est important ; de nombreuses résines techniques sont plus fragiles que les grades utilisés pour le moulage par injection en série.
- Impression SLS / MJF : plus résistante et plus isotrope que les procédés FDM et SLA ; mieux adaptée aux essais fonctionnels de pièces mobiles et d'assemblages. La finition de surface s'apparente à un revêtement par poudrage ; le post-traitement améliore l'aspect esthétique.
- Usinage CNC : la meilleure qualité prototypage rapide Procédé destiné aux pièces métalliques et en plastique rigide. Permet de fabriquer des pièces respectant des tolérances équivalentes à celles de la production, à partir de matériaux techniques réels (6061-T6, acier inoxydable 316, Delrin, PEEK). Le délai de fabrication est de 5 à 10 jours ; le coût unitaire est supérieur à celui de l'impression 3D, mais la pièce est véritablement représentative de la conception de série. Indispensable pour les essais structurels fonctionnels, les ajustements précis et tout prototype devant faire l'objet d'essais réglementaires.
- Fabrication de pièces en tôle : pour les boîtiers, les châssis et les supports structurels, la découpe laser CNC associée au pliage sur presse plieuse permet de fabriquer des pièces prototypes en tôle en 5 à 12 jours, avec des matériaux et des tolérances équivalents à ceux de la production. C'est la méthode de prototypage idéale pour toute conception destinée à être produite en série sous forme de pièce en tôle pliée.
- Moulage à l'uréthane : permet de produire 20 à 50 pièces en uréthane ou en silicone de qualité industrielle à partir d'un modèle maître usiné, offrant un meilleur état de surface et de meilleures propriétés des matériaux que l'impression 3D, mais à un coût plus élevé. Utile pour les maquettes d'apparence, les échantillons de référence et les séries de validation de pré-production.
Étape 2 : Prototypage rapide — Production intermédiaire
Le « rapid tooling » désigne les moules et matrices usinés à partir de matériaux plus tendres — principalement des alliages d’aluminium ou de l’acier pré-trempé P20 — qui permettent de produire des pièces moulées par injection en 1 à 3 semaines, au lieu des 6 à 12 semaines nécessaires pour un moule de production en acier trempé. C’est grâce à l’outillage rapide qu’il est possible de réaliser de manière économiquement viable des séries pilotes de 500 à 50 000 pièces avant de s’engager dans la fabrication d’un outillage de production.
La caractéristique principale de l’outillage rapide réside dans le compromis entre rapidité et durabilité. Les moules en aluminium permettent une usinage plus rapide et moins coûteux que ceux en acier, mais s’usent plus rapidement — généralement entre 10 000 et 50 000 cycles avant que la qualité de surface ou la précision dimensionnelle ne se détériore. L’acier pré-trempé P20 nécessite 2 à 3 semaines de fabrication et coûte plus cher, mais il résiste à 100 000 à 250 000 cycles, ce qui le rend adapté à la production intermédiaire en attendant qu’un outillage de production trempé soit prêt.
Le prototypage rapide est la solution idéale lorsque :
- La conception est définitive ou presque — toute modification géométrique importante après la fabrication d'un outil rapide nécessite une refabrication coûteuse ou entraîne la mise au rebut de l'outil
- Les quantités varient entre 500 et 50 000 pièces, et les spécifications techniques exigent du plastique moulé par injection véritable — et non des imitations issues de l'impression 3D.
- Le délai de mise sur le marché est un facteur déterminant : un outillage rapide permet de livrer les pièces dans un délai de 3 à 6 semaines à compter de la validation de la conception ; un outillage de série nécessite au minimum 10 à 20 semaines.
- Un outil de production est prévu, mais son intérêt n'est pas encore justifié par des volumes confirmés — l'outillage rapide comble cette lacune
- Une validation par série pilote est nécessaire avant d'engager des investissements dans l'outillage de production
Paramètres de coût de l'outillage rapide : les moules à cavité unique en aluminium pour des pièces simples coûtent généralement entre 3 000 et 8 000 USD ; les moules à cavité unique en P20 coûtent entre 6 000 et 15 000 USD. Les outillages rapides à plusieurs cavités coûtent proportionnellement plus cher. Ces chiffres dépendent fortement de la géométrie de la pièce, du nombre de cavités et de la complexité des actions latérales ou des poussoirs requis.
Étape 3 : Outillage de production — Conçu pour durer
Les outillages de production sont des ensembles de moules en acier trempé — acier à outils H13, S136 (pour les résines corrosives), NAK80 (pour les surfaces optiques à haute brillance) — conçus pour supporter au moins 1 million de cycles de production sur une durée de vie de 5 à 10 ans. Les outils de production sont plus lents et plus coûteux à fabriquer que les outils rapides, mais ils offrent trois avantages que ces derniers ne peuvent pas apporter : une précision dimensionnelle constante sur des millions de moulages, des états de surface allant de la norme SPI A1 (polissage miroir) jusqu’aux finitions texturées, et des configurations à plusieurs cavités (4, 8, 16, 32 cavités ou plus) qui réduisent proportionnellement le temps de cycle par pièce.
Le outillage de production est la solution idéale lorsque :
- Le volume annuel dépasse les 100 000 pièces — à ce niveau de production, l'outil de production est rapidement amorti et la réduction du coût unitaire justifie l'investissement
- La conception a été entièrement validée par le biais d'un prototype et d'une production pilote — aucune modification géométrique n'est prévue
- Les exigences en matière de finition de surface dépassent les capacités d'un outillage de fabrication rapide : la finition miroir SPI A1 et les degrés de texture précis nécessitent un acier trempé poli selon le degré requis.
- Les tolérances dimensionnelles doivent rester constantes tout au long de millions de cycles : l'acier trempé conserve sa géométrie pendant toute la durée de vie de l'outil ; l'aluminium s'use progressivement.
- La rentabilité de la production à plusieurs cavités est indispensable : les moules trempés à 8 cavités permettent de réduire considérablement le coût unitaire par pièce par rapport aux moules rapides à une seule cavité.
Paramètres de coût des outillages de production : les outillages à cavité unique en acier trempé pour des pièces simples coûtent généralement entre 15 000 et 30 000 USD. Les moules à cavités multiples destinés à des pièces complexes, dotés d’actions latérales et de systèmes à canaux chauds, coûtent entre 50 000 et 150 000 USD, voire plus. La complexité du moule, le nombre de cavités et la nuance d’acier sont les principaux facteurs de coût. Le délai de fabrication est de 6 à 12 semaines entre la validation de la conception du moule et les premières pièces moulées.
Tableau comparatif complet
| Attribut | Prototypage rapide | Outillage rapide | Outillage de production |
| Objectif principal | Valider la conception : forme, ajustement, fonctionnalité | Fabrication de ponts — série pilote en résine réelle | Production en série — coût unitaire le plus bas |
| Quantité produite | 1 à 50 pièces (en général) | 500 à 50 000 pièces | 100 000 à plus de 10 millions de pièces |
| Coût des outillages | Zéro (sans outil) | $3K–$15K en aluminium ou P20 | $15K–$150K+ en acier trempé |
| Délai de fabrication des outillages | N/A (nombre de jours avant la première partie) | 1 à 3 semaines | 6 à 12 semaines |
| Matériau de l'outil | N/A | Aluminium ou acier pré-trempé P20 | Acier trempé H13, S136, NAK80 |
| Durée de vie de l'outil | N/A | 10 000 à 250 000 prises de vue (selon le matériau) | Plus d'un million de photos |
| Coût unitaire | Très élevé (3DP) ou modéré (CNC) | Milieu de gamme | Cours le plus bas sur un volume donné |
| Coût lié à la modification de la conception | Négligeable — mise à jour du fichier | Modéré — outil de recadrage ou de retouche | Élevé — réaffûter ou remplacer l'outil |
| Finition de surface | Des lignes de couche (FDM) à un rendu lisse (SLA) | Texture de qualité professionnelle, en édition limitée | SPI A1 pour n'importe quelle catégorie de texture |
| Précision des matériaux | Matériau d'impression, et non résine de production | Résine de production effective | Résine de production effective |
Quand passer à l'étage supérieur
Du prototypage rapide à l'outillage rapide
Le moment décisif pour passer du prototypage à l'outillage rapide survient lorsque le coût unitaire des méthodes de prototypage dépasse le coût amorti unitaire d'un outillage rapide, pour le volume que vous prévoyez de commander au cours des six prochains mois. Un calcul simple : si une pièce prototype usinée par CNC coûte 80 USD pièce et que vous avez besoin de 500 pièces pour une série pilote, cela représente 40 000 USD en pièces prototypées. Un outillage rapide en aluminium à 6 000 USD, plus 2 USD par pièce moulée par injection pour ce volume, représente un total de 7 000 USD — soit une économie de 33 000 USD. La conception doit également être suffisamment stable pour que l'investissement dans l'outillage ne soit pas immédiatement perdu en raison d'un changement de géométrie.
Parmi les facteurs secondaires, on peut citer : la nécessité de disposer de matériaux présentant les propriétés réelles des pièces moulées par injection (et non des approximations issues de l'impression 3D) pour les essais mécaniques ; exigences esthétiques auxquels l'impression 3D ne peut pas répondre ; et les séries de production pilotes qui doivent être vendues ou distribuées à des clients ou à des utilisateurs bêta avant que le volume de production définitif ne soit confirmé.
De l'outillage rapide à l'outillage de série
Le passage d’un outillage de prototypage rapide à un outillage de série s’impose lorsque le volume de production prévu sur toute la durée de vie dépasse la durée de vie nominale de l’outillage de prototypage rapide (généralement comprise entre 50 000 et 100 000 injections pour le P20), lorsque les exigences en matière de finition de surface ou d’aspect esthétique dépassent les capacités d’un moule en aluminium ou en P20, ou lorsque la rentabilité de la production multi-cavités est nécessaire pour atteindre les objectifs de coût unitaire.
La transition s'impose également lorsque la précision dimensionnelle de l'outil rapide commence à se dégrader : l'usure progressive des matériaux plus tendres de l'outil entraîne une dérive dimensionnelle graduelle qui se traduit par la production de pièces hors tolérance avant même que la durée de vie nominale de l'outil ne soit atteinte. Détecter ce phénomène grâce à des contrôles en cours de fabrication et procéder à la transition avant que l'outil rapide ne tombe en panne permet de préserver la continuité de la production.
Les erreurs courantes qui font perdre de l'argent dans les investissements en outillage
Retrait prématuré des outils de production
Engager 50 000 USD ou plus dans un outillage de production en acier trempé avant que la conception n’ait été validée, au moins par le biais d’un essai pilote avec outillage rapide, constitue un pari à haut risque. Les modifications apportées à la conception après la fabrication de l’outillage de production — même des modifications géométriques mineures — nécessitent une retouche coûteuse de l’outillage ou le remplacement des inserts. Le coût de cette retouche, ajouté au délai supplémentaire qu’elle entraîne, dépasse généralement celui d’un essai pilote de prototypage rapide qui aurait permis de détecter le problème plus tôt. La règle est la suivante : il ne faut pas engager de dépenses d’investissement dans l’outillage de production tant que la conception n’a pas été validée dans un matériau représentatif de la production, au moyen d’un essai de prototypage rapide.
Rester trop longtemps dans la phase de prototypage rapide
L'erreur inverse est tout aussi coûteuse, mais ses effets se font sentir plus lentement. Une équipe chargée de la fabrication de prototypes en aluminium usinés par CNC, produisant 5 000 pièces par trimestre à 25 USD chacune, dépense 125 000 USD par trimestre pour ce volume de production de prototypes. Un moule rapide en aluminium à 6 000 USD, associé à un coût de 1,50 USD par pièce moulée par injection à ce volume, permet une économie trimestrielle d’environ 117 500 USD. Le seuil de rentabilité de l’outillage est atteint en moins d’une semaine de production. Les équipes confrontées à cette situation sont souvent attachées, sur le plan émotionnel, à la flexibilité offerte par la phase de prototypage — ce qui est compréhensible, mais coûteux.
Passer outre le prototypage rapide et passer directement à la production
Passer directement de prototypes imprimés en 3D à un outillage de production de 100 000 USD sans série pilote moulée par injection constitue la décision la plus risquée en matière d’outillage dans le développement de matériel. Cela permet de sauter l’étape au cours de laquelle les problèmes de retrait, de déformation, d’emplacement des points d’injection, d’évacuation des gaz et d’angle de dépouille apparaissent sur les pièces moulées par injection réelles. Ces problèmes sont courants lors des premiers essais de moulage ; les détecter sur un outillage rapide à 8 000 USD est très différent de les détecter sur un outillage de production à 80 000 USD, où chaque cycle de modification coûte des milliers de dollars et entraîne des retards de plusieurs semaines.
Travailler avec un seul fournisseur tout au long des trois étapes
L'un des gains d'efficacité les plus sous-estimés dans le développement de produits matériels consiste à agréer un seul fournisseur capable de gérer les trois étapes dans le cadre d'un même système qualité. L'alternative — à savoir faire appel à des fournisseurs distincts pour le prototypage, l'outillage rapide et l'outillage de production — entraîne trois cycles de qualification distincts, trois séries de révisions de plans et d'homologations de pièces, ainsi que trois risques de transition lors desquels les informations de conception doivent être transférées entre les fournisseurs sans perte.
XY Machining prend en charge l'ensemble du processus : impression 3D et usinage CNC pour la validation des prototypes, outillage rapide en aluminium et P20 pour la production intermédiaire et les séries pilotes, et outillage de production en acier trempé pour la fabrication en grande série. L'équipe d'ingénierie qui examine la fabricabilité (DFM) lors de la conception du prototype se charge également de la conception de l'outillage rapide et de l'outillage de production. Le même système de gestion de la qualité (SGQ) s’applique à toutes les étapes. La transition d’une étape à l’autre relève d’un changement de processus interne plutôt que d’un changement de fournisseur, ce qui élimine le temps de requalification et garantit la continuité de la conception.
Foire aux questions
Combien de temps dure la fabrication rapide d'outils ?
Les moules rapides en aluminium pour les pièces simples sont généralement prêts en 1 à 2 semaines à compter de la validation de la conception de l'outillage. Les outillages rapides en acier pré-trempé P20 nécessitent 2 à 3 semaines. Le délai entre la commande et les premières pièces moulées inclut également la conception de l'outillage et l'étude de la fabricabilité (DFM), ce qui prend généralement 3 à 5 jours ouvrés. Prévoyez un délai total de 2 à 4 semaines entre la validation de la conception et la production des premières pièces à partir d’un outillage rapide.
Combien coûte l'outillage de production ?
Le prix des moules de production en acier trempé à cavité unique pour des pièces simples commence à environ 15 000 à 30 000 USD. Celui des moules à cavités multiples pour des pièces complexes comportant des actions latérales, des éjecteurs et des systèmes à canaux chauds varie entre 50 000 et 150 000 USD, voire plus. Les principaux facteurs de coût sont le nombre de cavités, la complexité géométrique de la pièce, la nuance d’acier (H13 par opposition à S136 pour les résines corrosives) et les exigences en matière de finition de surface. Demandez une proposition détaillée de conception de moule avant d’établir votre budget.
Les outils de fabrication rapide peuvent-ils être utilisés pour la production proprement dite ?
Oui, pour la production en petites séries. Les moules rapides en aluminium sont couramment utilisés pour des séries pilotes de 5 000 à 50 000 pièces. Les moules rapides P20 étendent cette plage à 100 000 à 250 000 coups. La limite réside dans le fait que les moules rapides ne sont pas conçus pour des durées de vie de plusieurs millions de coups, qu’ils n’offrent pas les niveaux de finition de surface les plus rigoureux et qu’ils subissent davantage de dérives dimensionnelles au cours de leur durée de vie que les moules de production trempés. Prévoyez la transition vers l’outillage de production lorsque le volume de production prévu approche la durée de vie nominale du moule rapide.
Ai-je besoin d'un outillage rapide si je dispose de l'impression 3D ?
Si le volume prévu est inférieur à 500 pièces et que les exigences en matière de matériaux sont souples, l'impression 3D ou le moulage d'uréthane constituent la solution la plus rentable. Au-delà de 500 pièces en résine thermoplastique de qualité industrielle — ou lorsque la conception exige des propriétés de matériau, une finition de surface ou des niveaux de tolérance que l'impression 3D ne peut pas atteindre —, l'outillage rapide permet généralement d'obtenir un coût total inférieur et une meilleure qualité des pièces. Effectuez une comparaison des coûts unitaires en fonction de votre volume prévu avant de prendre une décision.
Quelle est la différence concrète entre l'aluminium et l'outillage rapide P20 ?
Les outils en aluminium permettent une usinage plus rapide (1 à 2 semaines) et sont moins chers, mais s'usent plus rapidement — généralement entre 10 000 et 50 000 coups avant que la qualité de surface ou la précision dimensionnelle ne se détériore. L’acier pré-trempé P20 nécessite 2 à 3 semaines et coûte 20 à 50 % plus cher, mais dure de 100 000 à 250 000 coups. Optez pour l’aluminium pour les petites séries de production de ponts où la rapidité est primordiale et le volume modeste ; choisissez le P20 lorsque la série de ponts s’étend à des centaines de milliers de pièces ou lorsque la cohérence dimensionnelle sur une série plus longue est essentielle.


