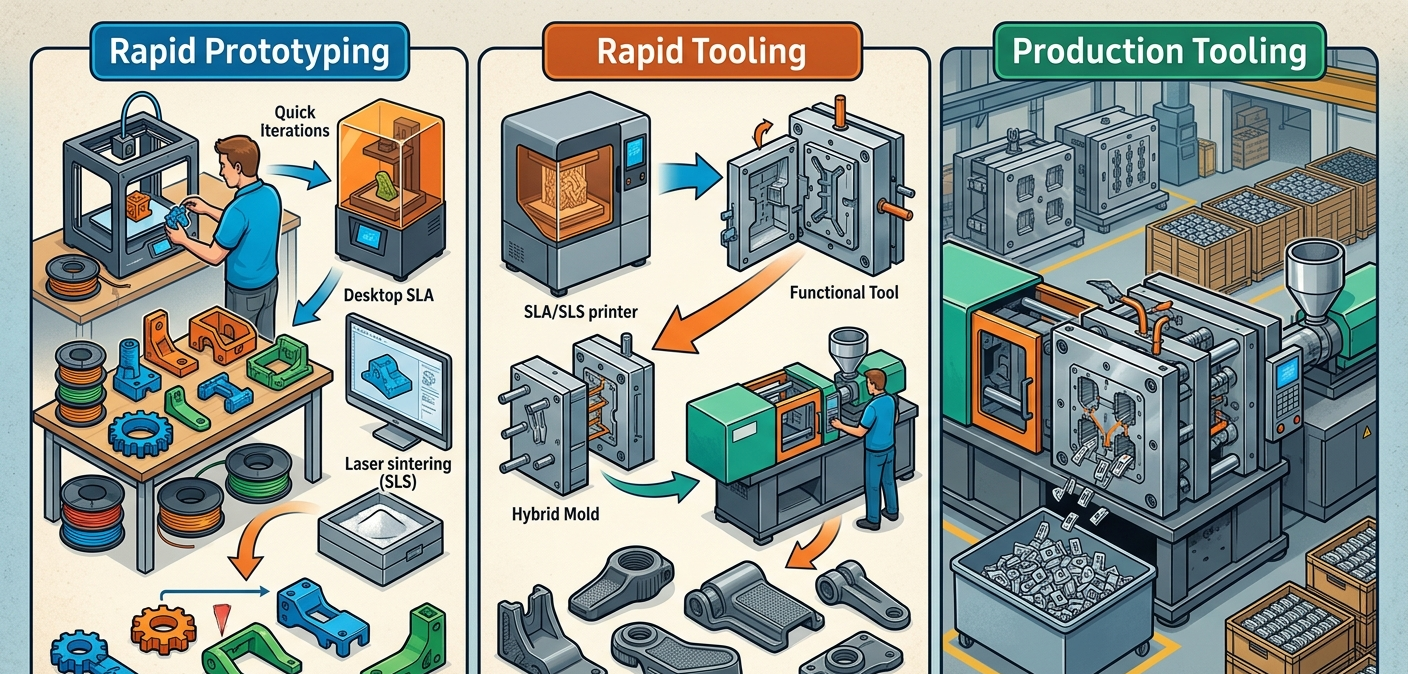
快速原型制作、快速模具制作和量产模具制作是产品开发过程中的三个阶段。每个阶段的目标、成本结构各不相同,在速度、单位成本、设计灵活性和零件质量之间也存在不同的权衡。 将它们混为一谈——例如在设计尚未经过验证时就制作量产模具,或者在模具制造在经济上明显更具优势的情况下仍继续使用3D打印原型——是硬件产品开发中最代价高昂的错误之一。.
本指南专为产品工程师、硬件初创企业创始人及采购经理编写,旨在帮助他们在产品生命周期的适当阶段做出正确的模具决策。指南内容涵盖各阶段的目的、各自的成本与交期特征、如何识别推进至下一阶段的触发条件,以及导致模具投资浪费的常见误区。 XY Machining 提供这三个阶段的全部服务—— 3D打印 以及 数控加工 用于原型制作、铝材和P20材料的快速模具(用于小批量生产),以及淬火钢制生产模具(用于大批量生产)——所有这些均在同一质量体系和工程团队的统筹下进行,这一点与本指南后文关于过渡的讨论密切相关。.
关于原型机外壳和结构部件所采用的具体钣金成形工艺,请参阅我们的《钣金成形工艺指南》。关于作为原型制作方法的数控加工——该工艺生产的功能性金属和塑料零件的公差比大多数3D打印工艺更严格——请参阅我们的“数控加工服务”页面。.
三个阶段:每个阶段的意义
第一阶段:快速原型制作——验证设计
快速原型制作是指任何能够快速且经济地制造实体零件,从而支持积极设计迭代的过程。其目标并非制造出与量产件完全一致的零件,而是要在投入资金制作模具之前,快速解答设计中的疑问。 该几何形状是否适合该装配体?该机构能否正常工作?这种外形在手感上是否恰到好处?壁厚是否合适?借助3D打印件,解答这些问题几乎无需成本;但一旦开模,解答这些问题则代价高昂。.
常见的快速原型制作方法及其适用场景:
- FDM 3D打印:成本最低、速度最快,适用于非功能性塑料零件的形状和配合验证。层纹可见;力学性能具有各向异性。不适用于结构特征的功能测试,也不适用于需要材料具有各向同性行为的零件。.
- SLA/DLP打印:表面光洁度优于FDM,尺寸精度更高,适用于外观模型和低应力功能性原型。树脂的选择至关重要;与生产用注塑级树脂相比,许多工程树脂较为脆性。.
- SLS/MJF打印:比FDM和SLA更坚固、各向同性更强,更适合对运动部件和装配体进行功能测试。表面光洁度类似于粉末涂层;后处理可进一步改善外观。.
- 数控加工:品质卓越 快速原型制作 适用于金属和硬质塑料零件的制造方法。使用实际工程材料(6061-T6、316不锈钢、Delrin、PEEK)制造的零件,其公差可达到量产水平。 交货周期为5至10天;单件成本虽高于3D打印,但所制成的零件能真实体现量产设计。适用于功能性结构测试、精密配合测试,以及任何将进入监管测试阶段的原型。.
- 钣金加工 : 对于机箱、底盘和结构支架,通过数控激光切割结合折弯成型,可在5至12天内生产出钣金原型件,其材料和公差均达到量产标准。对于任何最终将作为成型钣金件投入量产的设计而言,这都是最合适的原型制作方法。.
- 聚氨酯浇铸:以经机加工处理的母模为原型,采用量产级聚氨酯或硅胶材料,可生产20至50件成品。虽然成本较高,但其表面光洁度和材料性能均优于3D打印。适用于外观模型、投资样件以及投产前的验证生产。.
第二阶段:快速模具制造——过渡生产
快速模具是指采用较软材料(主要是铝合金或P20预淬火钢)制成的模具,其可在1至3周内生产出注塑成型零件,而采用淬火钢制成的量产模具则需要6至12周。 正是由于快速制模技术,才使得在决定采用量产模具之前,能够以经济可行的方式进行500至50,000件的试生产。.
快速制模的显著特点在于速度与耐用性之间的权衡。铝制模具的加工速度比钢制模具更快、成本更低,但磨损也更快——通常在10,000至50,000次注塑后,表面质量或尺寸精度就会下降。 P20预淬火钢虽然加工周期为2至3周,成本也更高,但使用寿命可达100,000至250,000次,因此适合在淬火生产模具准备就绪之前,用于中批量过渡生产。.
在以下情况下,快速模具制造是最佳选择:
- 设计已定稿或基本定稿——如果在快速加工后对几何形状进行重大修改,则需要花费高昂成本重新加工,否则该刀具将被报废
- 产量为500至50,000件,且材料要求必须是真正的注塑成型塑料——而非3D打印的替代品
- 上市时间至关重要:快速模具可在设计获批后3至6周内交付零件;而量产模具则至少需要10至20周
- 虽然已计划制造生产模具,但尚未通过确认的产量来证明其必要性——快速模具制造填补了这一空白
- 在投入生产模具的资本之前,必须进行试生产验证
快速制模的成本参数:用于简单零件的铝制单腔模具价格通常在3,000至8,000美元之间;P20单腔模具的价格则在6,000至15,000美元之间。 多腔快速模具的成本相应更高。这些数字在很大程度上取决于零件几何形状、腔数以及所需侧向动作机构或顶针的复杂程度。.
第三阶段:生产模具——为长期使用而打造
生产模具是由淬火钢制成的模具套件——包括H13工具钢、S136(适用于腐蚀性树脂)和NAK80(适用于高光泽光学表面)——其设计可承受100万次或更多生产循环,模具使用寿命为5至10年。 与快速模具相比,生产模具的制造速度较慢且成本更高,但它们具备快速模具无法比拟的三大优势:在数百万次注塑过程中保持一致的尺寸精度;表面光洁度范围从SPI A1级(镜面抛光)到纹理级;以及多腔配置(4、8、 16、32或更多型腔)的配置,可相应地缩短单件的循环时间。.
在以下情况下,生产模具是最佳选择:
- 年产量超过10万件——以这样的产量,生产设备的折旧周期很短,且每件产品的成本降低足以证明这项投资是值得的
- 该设计已通过原型和试生产进行了全面验证——预计不会对几何形状进行任何修改
- 表面光洁度要求超出了快速模具所能达到的范围——SPI A1级镜面光洁度和精密纹理等级,需要将淬火钢抛光至规定的等级
- 在数百万个循环中,尺寸公差必须保持一致——淬火钢在整个刀具寿命期间都能保持几何形状;而铝材则会逐渐磨损
- 必须具备多腔生产经济性——8腔淬火模具的单件成本仅为单腔快速模具的几分之一
生产模具成本参数:用于简单零件的单腔淬火钢模具,价格通常在15,000至30,000美元起。 用于生产带侧向动作和热流道系统的复杂零件的多腔模具,价格范围在50,000至150,000美元或更高。模具的复杂程度、腔数和钢材等级是主要成本驱动因素。从模具设计获批到首次试模,交货周期为6至12周。.
完整对比表
| 属性 | 快速原型制作 | 快速模具制造 | 生产模具 |
| 主要目标 | 验证设计——造型、适配性、功能 | 过渡性生产——使用实际树脂进行试生产 | 批量生产——单件成本最低 |
| 产出数量 | 通常为1–50份 | 500–50,000 个零件 | 10万–1000万+件 |
| 模具成本 | 零(无需工具) | $3K–$15K 铝或 P20 | $15K–$150K+ 淬火钢 |
| 模具制作周期 | 不适用(距离第一部分还有X天) | 1–3周 | 6–12周 |
| 刀具材料 | 不适用 | 铝或P20预淬火钢 | H13、S136、NAK80 淬火钢 |
| 刀具寿命 | 不适用 | 10K–250K 次(视材料而定) | 100多万张照片 |
| 单件成本 | 最高(3DP)或中等(CNC) | 中端 | 大宗交易时的最低价 |
| 设计变更成本 | 可忽略 — 更新文件 | 中等 — 重新切割或修补工具 | 高 — 重新切削或更换刀具 |
| 表面处理 | 从分层线条(FDM)到平滑表面(SLA) | 制作级、限量版纹理 | SPI A1 至任意纹理等级 |
| 材料精度 | 打印材料,而非生产用树脂 | 实际生产的树脂 | 实际生产的树脂 |
何时该往上走
从快速原型制作到快速模具制造
从原型制作转向快速模具制造的触发点是:当原型制作方法的单件成本,超过您计划在未来六个月内订购的数量下,快速模具的单件摊销成本时。 一个简单的计算:如果一个数控加工的原型件单价为80美元,而您需要500个零件进行试生产,那么原型件的总成本就是40,000美元。 一套6,000美元的铝制快速模具,加上该产量下每件注塑件2美元的成本,总计7,000美元——可节省33,000美元。此外,设计必须足够稳定,以免因几何形状的变更而导致模具投资立即付诸东流。.
次要驱动因素包括:机械测试需要真正的注塑材料性能(而非3D打印的近似值);; 外观要求 这是3D打印无法满足的;此外,在确认正式量产规模之前,必须将试生产的产品销售或分发给客户或测试用户。.
从快速模具到量产模具
从快速试模转为量产模具的触发条件是:预计总产量超过快速试模的额定射出寿命(P20模具通常为50,000至100,000次射出), 当表面光洁度或外观要求超出铝制或P20模具所能满足的范围时,或者当需要采用多腔模具以实现单件成本目标时。.
当刀具的快速定位尺寸精度开始下降时,也必须强制进行更换——较软的刀具材料会随着使用逐渐磨损,导致尺寸逐渐漂移,从而在达到名义刀具寿命极限之前,就出现工件超出公差的情况。通过过程检验及时发现这一问题,并在快速定位刀具失效前进行更换,可以保障生产的连续性。.
导致模具投资白费的常见错误
过早切割生产模具
在设计尚未通过至少一次快速试模验证之前,就投入50,000美元或更多资金制作淬火钢生产模具,是一项高风险的赌注。生产模具加工完成后若进行设计变更——即使是微小的几何形状修改——也需要进行昂贵的模具返工或更换刀片。 模具返工的成本加上额外的交货周期,通常会超过一次快速试模的成本——而正是通过快速试模,本可以更早地发现问题。原则是:在通过快速试模使用与量产相同的材料验证设计之前,不应投入量产模具的资金。.
在快速原型制作阶段停留过久
相反的错误同样代价高昂,只是表现得更缓慢一些。一个硬件团队每季度生产5,000个单价为25美元的CNC加工铝制原型件,这意味着每季度在原型生产上的支出为125,000美元。 相比之下,若采用6,000美元的铝制快速模具,加上该产量下每件注塑件1.50美元的成本,每季度可节省约117,500美元。模具成本可在不到一周的生产时间内收回。 处于这种情况的团队往往对原型阶段的灵活性产生情感依恋——这种心态可以理解,但代价高昂。.
跳过快速试模阶段,直接进入量产
在硬件开发过程中,直接从3D打印原型跳过注塑试模阶段,转而投入100,000 USD用于生产模具,这是风险最高的模具决策。 这种做法跳过了那个阶段——在该阶段,收缩、翘曲、浇口位置、排气和脱模斜度等问题会在实际注塑件中显现出来。 这些问题在首次试模中很常见;在价值8,000美元的快速模具中发现这些问题,与在价值80,000美元的生产模具中发现它们截然不同——后者每次修改周期都要花费数千美元,并导致数周的延误。.
在所有三个阶段均与同一家供应商合作
在硬件产品开发中,最被低估的效率提升之一,就是选定一家能在同一质量体系下负责全部三个阶段的供应商。 而另一种做法——即分别由不同的供应商负责原型制作、快速模具和量产模具——则会产生三个独立的资质认证周期、三套图纸修订和零件审批流程,以及三处交接风险:在这些环节中,设计信息必须在供应商之间无损转移。.
XY Machining 负责整个流程:3D 打印和 CNC 加工用于原型验证;铝合金和 P20 快速模具用于过渡生产和试生产;淬火钢生产模具用于大批量生产。负责审查原型设计中可制造性(DFM)的同一支工程团队,也会审查快速模具设计和生产模具设计。 同一套质量管理体系(QMS)贯穿所有阶段。各阶段之间的过渡属于内部流程变更,而非供应商变更,这既省去了重新认证的时间,又保障了设计的连续性。.
常见问题解答
快速制模需要多长时间?
对于结构简单的零件,铝制快速模具通常在模具设计获批后1至2周内即可完成加工。P20预淬火钢快速模具则需要2至3周。从下单到首次试模的时间还包括模具设计和DFM评审,通常需要3至5个工作日。 请预计从设计批准到使用快速模具生产出首件零件,总共需要2至4周时间。.
生产模具的成本是多少?
用于生产结构简单的零件的单腔淬火钢生产模具,起价约为15,000至30,000美元。用于生产带有侧向动作机构、顶针和热流道系统的复杂零件的多腔模具,价格范围在50,000至150,000美元或更高。 主要成本驱动因素包括型腔数量、零件几何形状的复杂程度、钢材等级(H13与适用于腐蚀性树脂的S136)以及表面光洁度要求。在制定预算前,请先获取详细的模具设计方案。.
快速成型工具能否用于实际生产?
是的,适用于小批量生产。铝制快速模具通常用于5,000至50,000件的试生产。P20快速模具则将适用范围扩展至100,000至250,000次模腔。 其局限性在于:快速模具并非为数百万次注塑的生产寿命而设计,无法达到最严格的表面光洁度等级,且在使用寿命期间的尺寸漂移程度比淬火生产模具更大。当预计的生产总量接近快速模具的额定注塑次数时,应规划向生产模具的过渡。.
既然有3D打印,我还需要快速制模吗?
如果预计产量低于 500 件且对材料要求较为灵活,从经济角度考虑,3D 打印或聚氨酯浇铸是最佳选择。 若使用生产级热塑性树脂的产量超过500件——或者当设计对材料性能、表面光洁度或公差要求超出3D打印能力范围时——快速模具制造通常能带来更低的总成本和更优的零件质量。在做出决定前,请根据预计产量进行单件成本比较。.
铝制和P20快速模具之间究竟有什么区别?
铝制模具加工速度更快(1至2周),成本更低,但磨损也更快——通常在10,000至50,000次冲压后,表面质量或尺寸精度就会下降。 P20预硬化钢的加工周期为2至3周,成本高出20%至50%,但使用寿命可达100,000至250,000次。 若桥梁生产批量较小且速度最为关键,建议选择铝制模具;若桥梁生产批量将达到数十万件,或长期生产中尺寸一致性至关重要,则应选择 P20 预淬火钢。.


