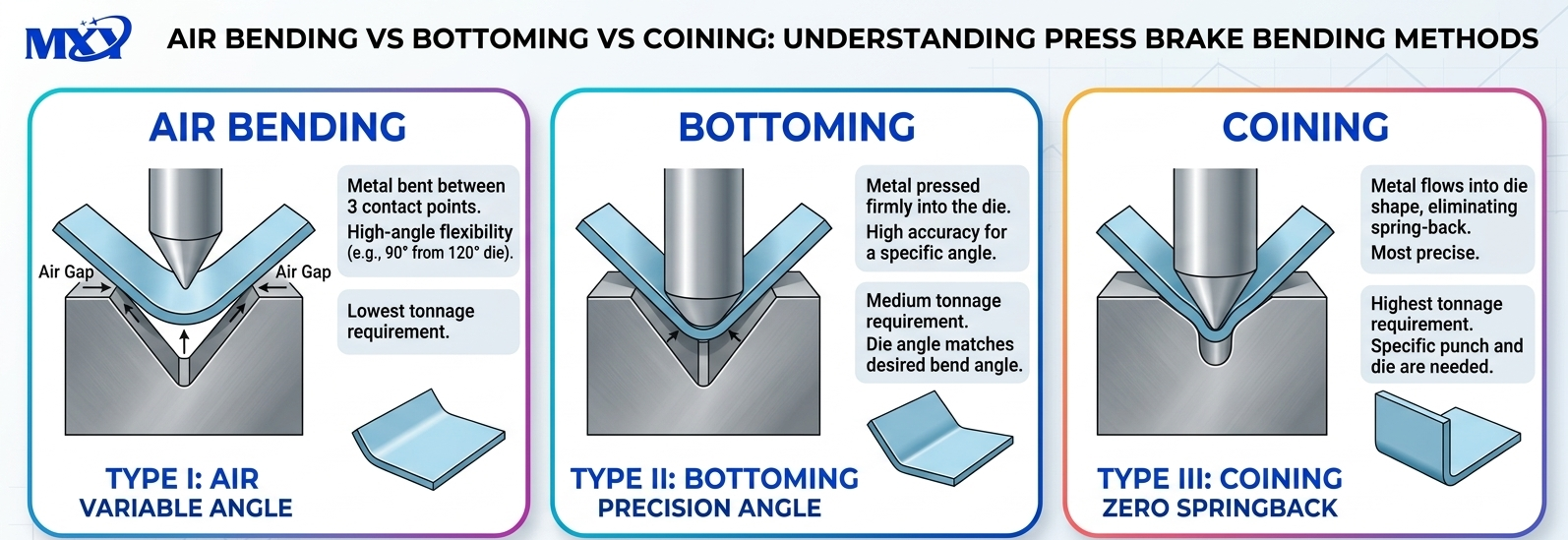
On a press brake, the same V-die can form a bend three different ways depending on how hard the punch presses and how far it drives the sheet into the die. Air bending stops short, touching the sheet at three points and leaving an air gap, which makes it flexible and low-force but more prone to springback. Bottoming presses the sheet fully against the die walls for a precise, repeatable angle at higher force. Coining drives the punch tip into the metal under extreme force, thinning it slightly at the bend for the most accurate angle and the least springback. Force and accuracy rise from air bending to bottoming to coining; flexibility runs the other way.
This guide explains each method, its trade-offs, and when to use it, so you can specify the right one. For the math behind any bend, see our Guide de conception pour le pliage de la tôle, and for the full process set, our sheet metal forming processes guide.
Air Bending
In air bending, the punch presses the sheet only part way into the V-die, so the material contacts the punch tip and the two die shoulders but never touches the bottom of the die. The bend angle is set purely by how deep the punch descends, which means one punch-and-die combination can produce a whole range of angles. That flexibility, plus the lowest tonnage of the three methods, makes air bending the default for most work.
The trade-off is springback and consistency. Because the material is not pressed into a fixed form, the final angle depends on material properties and punch depth, so it springs back more and varies more part to part. It is the best choice for general fabrication, varied angles, thicker materials, and any job where tooling flexibility and low force matter more than the last fraction of a degree.
Bottoming
Bottoming, sometimes called bottom pressing, drives the sheet firmly against the sidewalls of the V-die so the material conforms to the die angle. The angle is now controlled by the tooling rather than punch depth alone, which gives precise, repeatable bends with noticeably less springback than air bending. It needs more tonnage than air bending and a die matched to the target angle, but it remains practical for production where consistency matters and the angle is fixed.
Coining
Coining applies extreme force, pressing the punch tip into the surface of the metal so the material yields fully and even thins slightly along the bend line. This essentially imprints the angle into the part, producing the most accurate, most repeatable bend with minimal springback. The cost is force: coining can require many times the tonnage of air bending, which means heavier presses, more tool wear, and higher cost. Reserve it for tight angular tolerances, very sharp inside radii, or parts where springback simply cannot be tolerated.
Side-by-Side Comparison
| Factor | Air bending | Bottoming | Coining |
| Force required | Lowest | Moderate | Highest (several times air) |
| Angle accuracy | Good | Better | Best |
| Retour élastique | Most | Less | Least |
| Tooling flexibility | One toolset, many angles | Angle-specific die | Angle-specific, heavy duty |
| Tool wear and cost | Low | Moderate | High |
| Best for | General work, varied angles | Repeatable production bends | Tight tolerance, sharp radii |
How to Choose
Start with air bending. It covers the large majority of parts, uses the least force, and gives your fabricator the most flexibility, which keeps cost down. Move to bottoming when you need tighter, more repeatable angles on a fixed design and can accept angle-specific tooling. Reserve coining for the few features with the tightest angular tolerances or sharpest radii, accepting the higher force and cost. Often a single part mixes methods, using air bends for most features and a coined bend only where precision demands it.
Not sure which your tolerances require? Send the drawing for a quote and we will advise per bend.
Foire aux questions
What is the main difference between air bending and bottoming?
Air bending sets the angle by punch depth and leaves an air gap, so it is flexible but springs back more. Bottoming presses the sheet fully against the die walls, so the angle is controlled by the tooling and is more precise and repeatable.
Why does coining reduce springback so much?
Coining uses extreme force to drive the punch into the metal, yielding the material fully and slightly thinning it at the bend. This locks in the angle, leaving almost no elastic recovery, so springback is minimal.
Which method uses the least force?
Air bending uses the least force by a wide margin, which is one reason it is the default. Bottoming needs more, and coining needs the most, often several times that of air bending.
Which bending method should I default to?
Air bending, for most parts. It is flexible, low-force, and economical. Step up to bottoming or coining only when angle accuracy or springback control requires it.
Picking the Right Bend
The three V-bending methods trade force for accuracy. Air bending is the flexible, economical default; bottoming buys repeatability with more tonnage; coining buys the tightest angles with the most force and cost. Specify the minimum method that meets your tolerance, and you keep both quality and price in check.